
## મોડ્યુલ: માપન અને માર્કિંગ પ્રેક્ટિસ (Measuring and Marking Practice)
## લેસન: માર્કિંગ મટીરીયલ્સ (Marking Materials)
## વિષય: ટ્રાય સ્ક્વેર (Try Square) ના ઉપયોગો
—
### **પરિચય (Overview)**
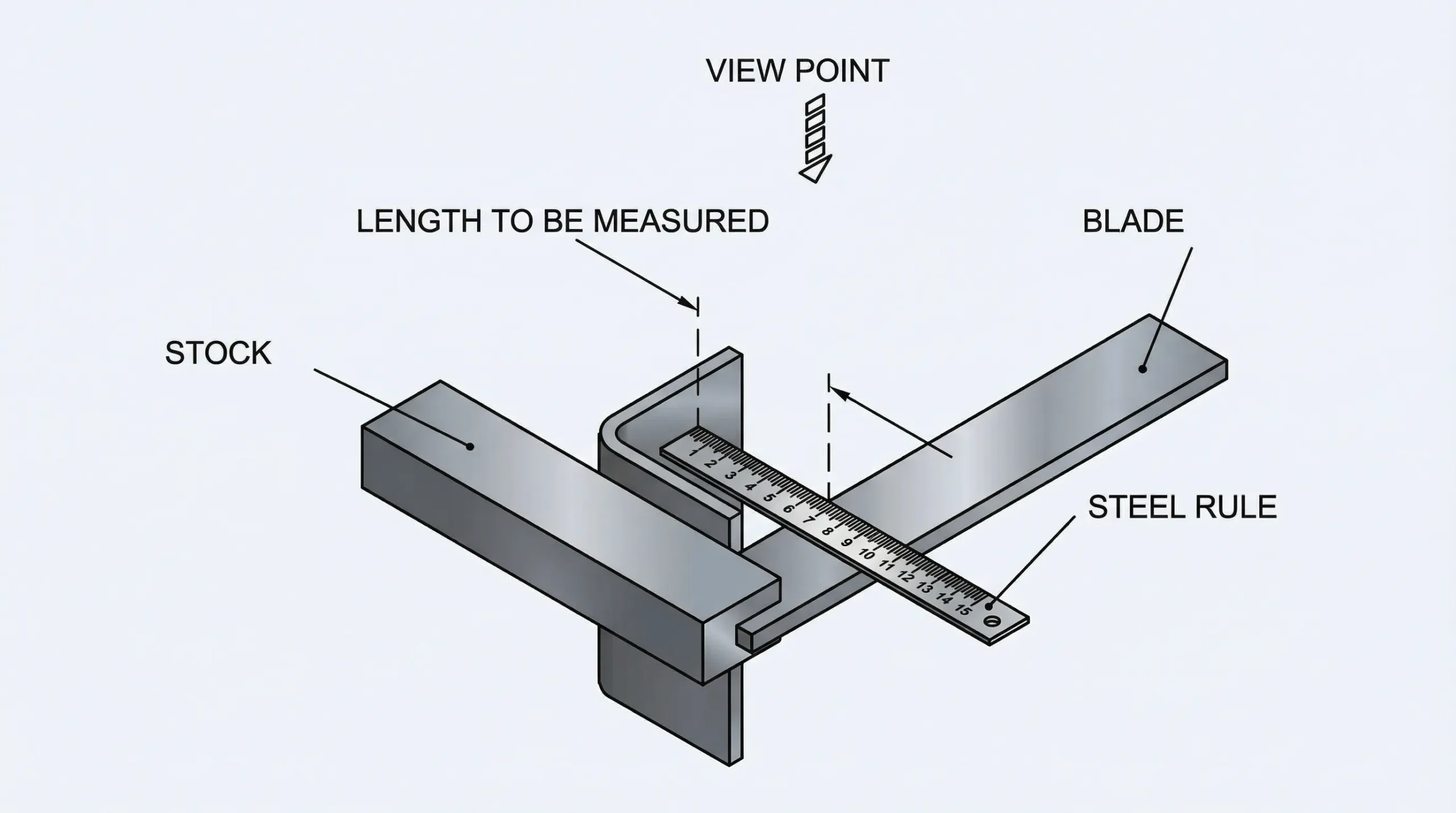
**ટ્રાય સ્ક્વેર (Try Square)** એ વર્કશોપમાં વપરાતું એક અત્યંત ચોકસાઈપૂર્વકનું માપન અને પરીક્ષણ સાધન (Precision Checking Tool) છે. તેનો ઉપયોગ મુખ્યત્વે ફિટિંગ, મશીનિંગ અને સુથારી કામમાં સપાટીની ચોકસાઈ તપાસવા માટે થાય છે. તે મુખ્યત્વે બે ભાગોનું બનેલું હોય છે:
1. **સ્ટોક (Stock):** જે જાડો ભાગ છે.
2. **બ્લેડ (Blade):** જે પાતળો અને લાંબો ભાગ છે, જેના પર ઘણીવાર માપપટ્ટી (Scale) પણ હોય છે.
આ બંને ભાગો એકબીજા સાથે બરાબર **90° (કાટખૂણે)** જોડાયેલા હોય છે.
—
### **ટ્રાય સ્ક્વેરના મુખ્ય ઉપયોગો (Key Uses of Try Square)**
વર્કશોપ પ્રેક્ટિસમાં ટ્રાય સ્ક્વેરના મુખ્ય ઉપયોગો નીચે મુજબ છે:
* **90° નો ખૂણો તપાસવો (Checking Squareness):**
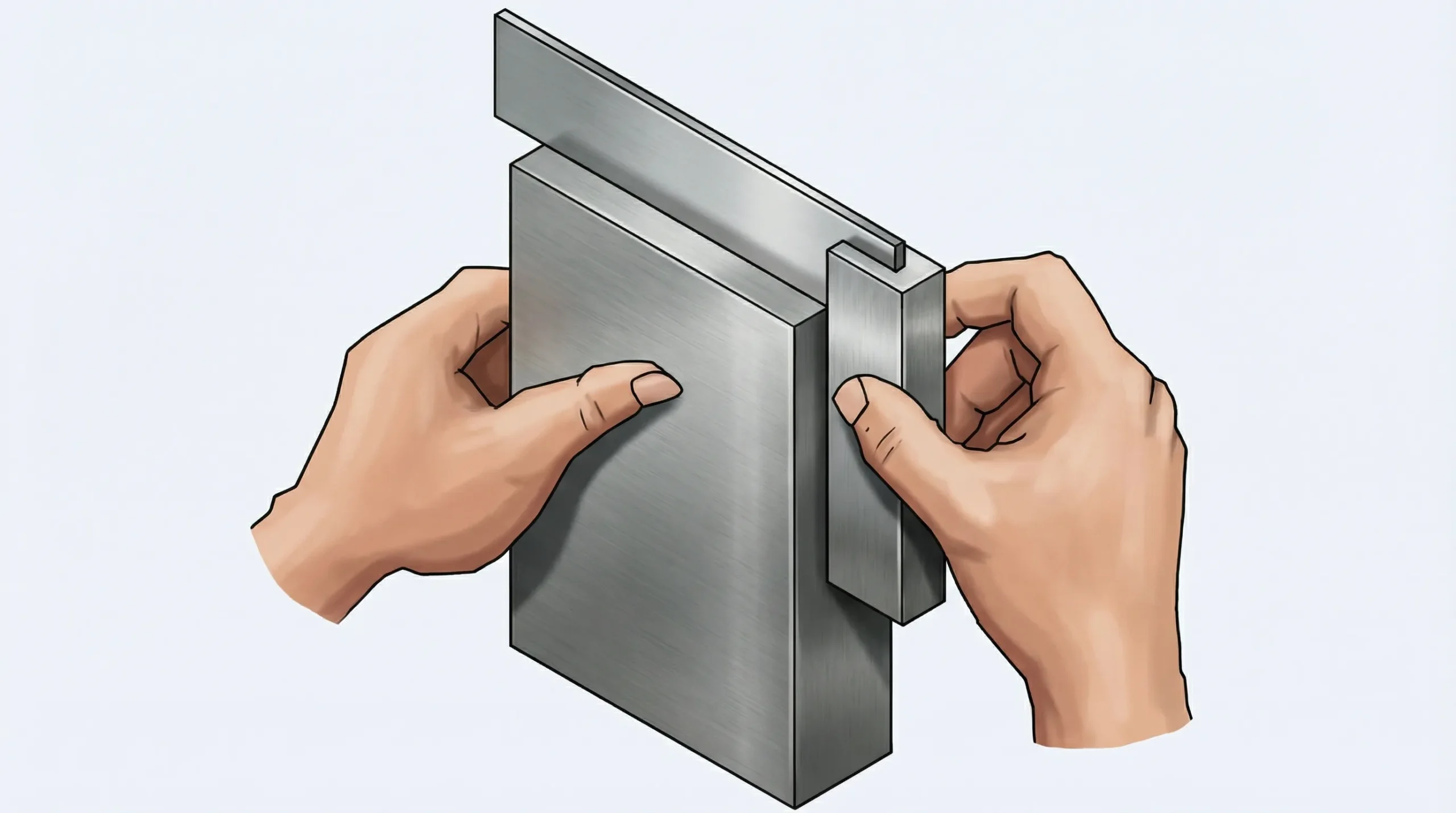
કોઈપણ તૈયાર કરેલા જોબ (Workpiece) ના બે પાસાઓ અથવા સપાટીઓ એકબીજા સાથે બરાબર 90 ડિગ્રીના ખૂણે છે કે નહીં તે તપાસવા માટે ટ્રાય સ્ક્વેરનો ઉપયોગ થાય છે.
* **સપાટીની સમતલતા તપાસવી (Checking Flatness):**
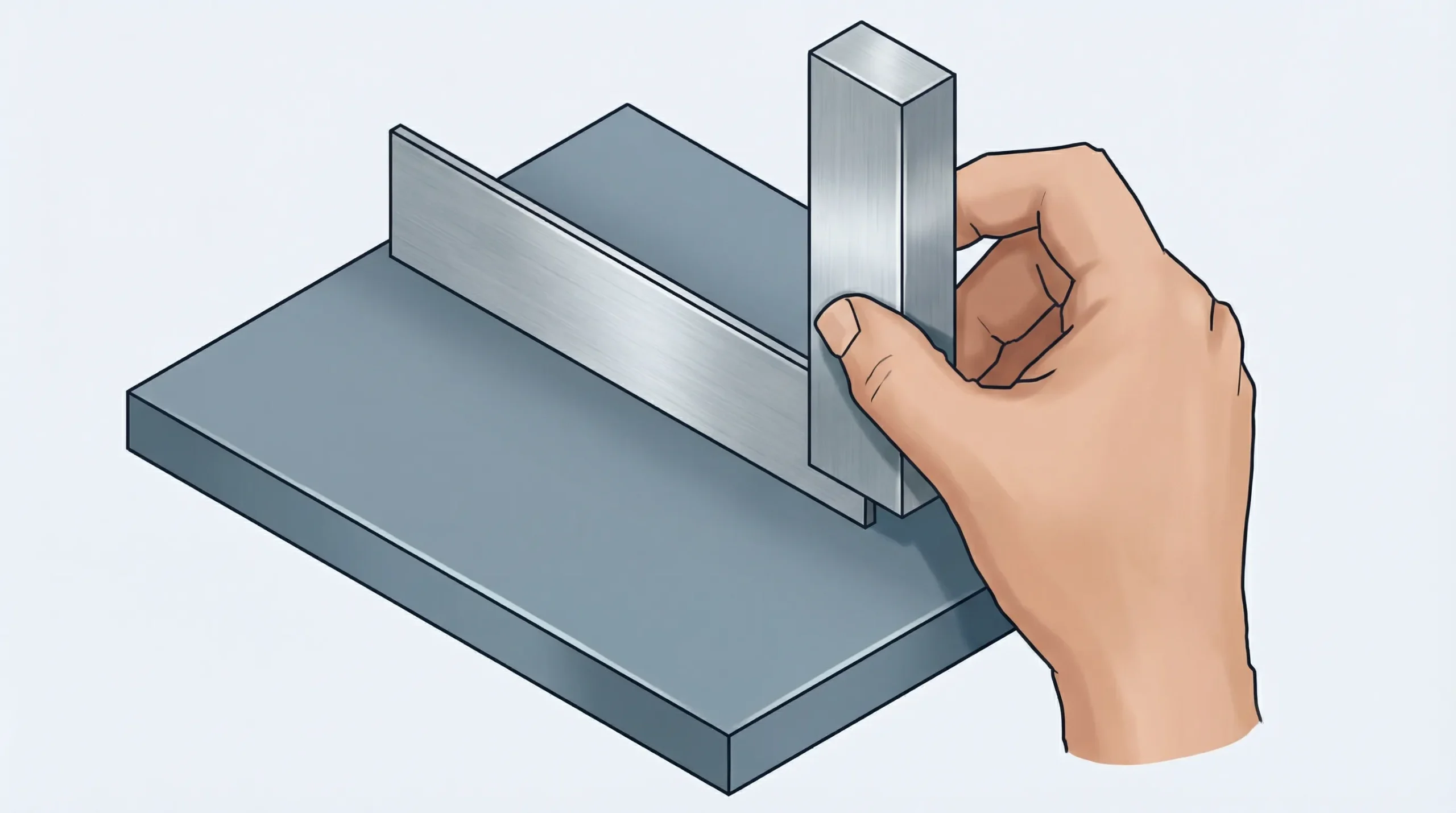
વર્કપીસની સપાટી બરાબર સપાટ (Flat) છે કે તેમાં કોઈ ખાડા-ટેકરા છે, તે જાણવા માટે બ્લેડની ધારને સપાટી પર રાખીને તપાસવામાં આવે છે.
* **90° ના ખૂણે લાઇન દોરવી (Marking Lines at Right Angles):**
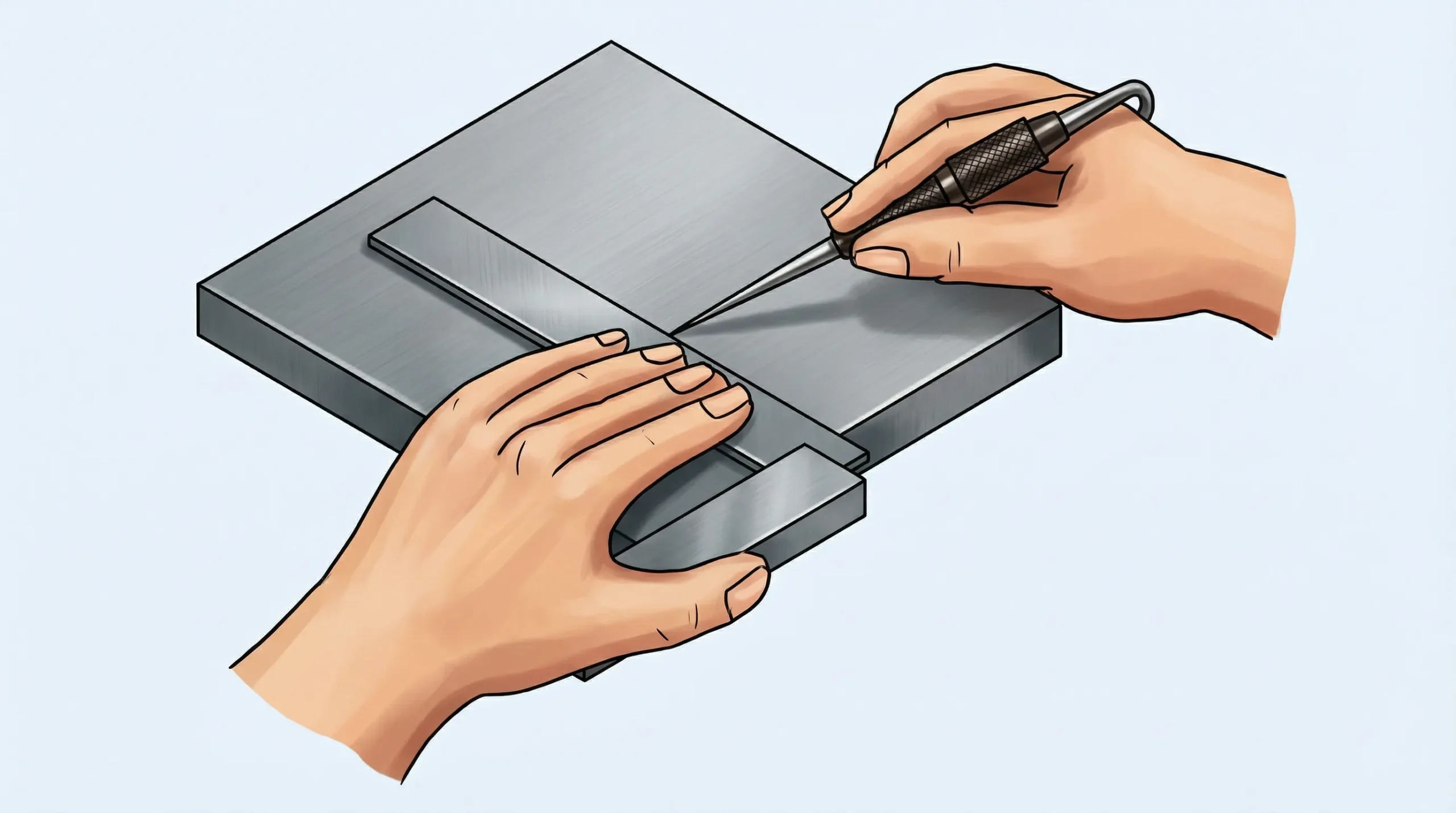
વર્કપીસની કોઈ એક સીધી ધાર (Reference Edge) ને આધારે તેની ઉપર કાટખૂણે માર્કિંગ લાઇન દોરવા માટે તેનો ઉપયોગ થાય છે.
* **વર્કપીસને સેટ કરવા (Setting up Workpieces):**
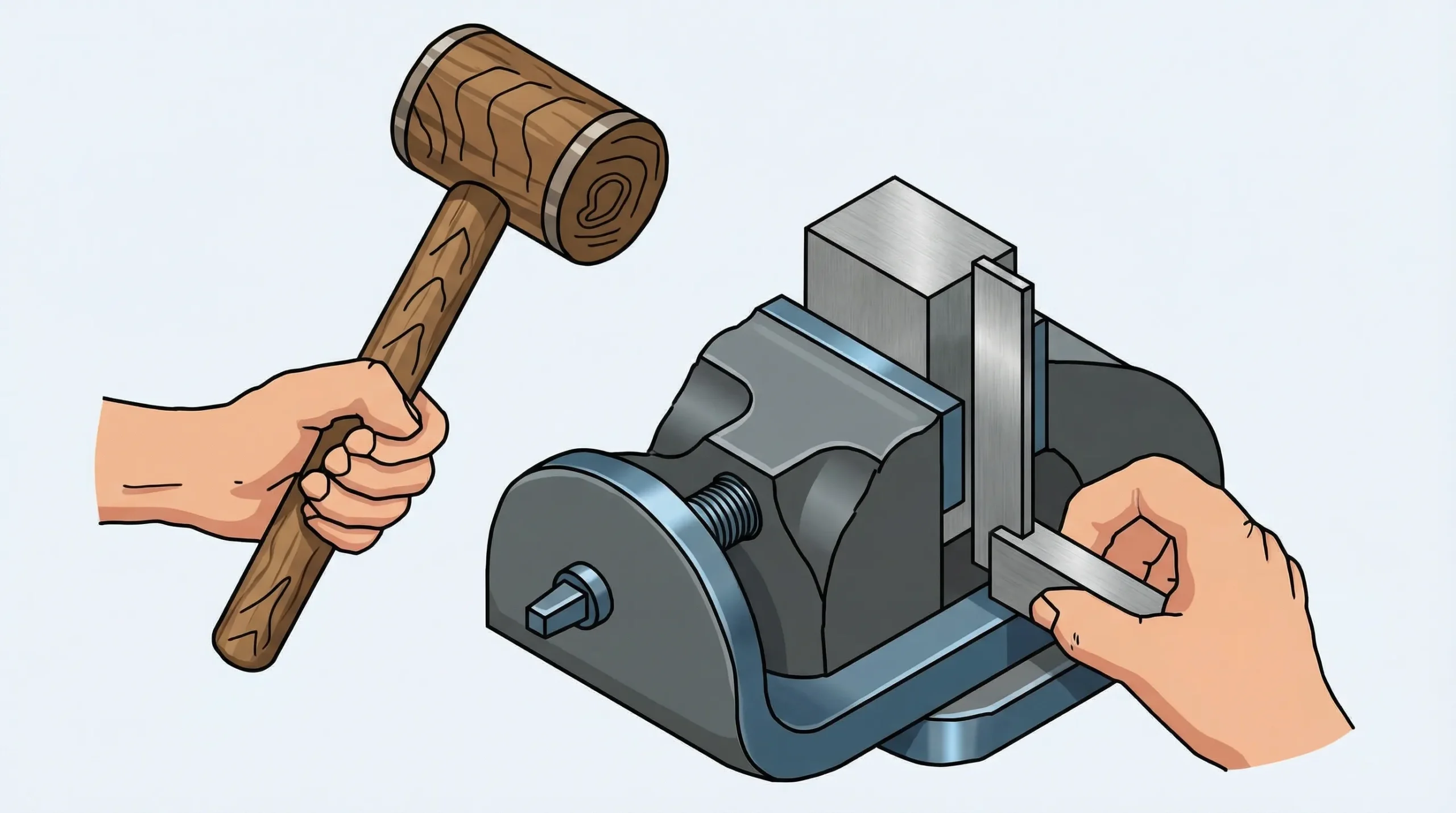
મશીન વાઈસ (Machine Vice) કે અન્ય હોલ્ડિંગ ડિવાઇસમાં જોબને બરાબર સીધો અથવા 90° ના ખૂણે ગોઠવવા માટે ટ્રાય સ્ક્વેરનો ઉપયોગ કરવામાં આવે છે.
### **મહત્વના ટેકનિકલ મુદ્દાઓ (Technical Points)**
– **ચોકસાઈ (Accuracy):** ટ્રાય સ્ક્વેરની ચોકસાઈ સામાન્ય રીતે 0.002 mm પ્રતિ 10 mm લંબાઈ જેટલી હોય છે.
– **સામગ્રી (Material):** તેની બ્લેડ સામાન્ય રીતે **હાર્ડન્ડ સ્ટીલ (Hardened Steel)** માંથી બનાવવામાં આવે છે જેથી તે જલ્દી ઘસાઈ ન જાય.
– **બર્લ સ્લોટ (Burr Slot):** સ્ટોક અને બ્લેડ જ્યાં મળે છે ત્યાં એક નાનો ખાંચો (Slot) આપેલો હોય છે, જેથી જોબના ખૂણા પર રહેલો કચરો કે ‘બર્લ’ માપનમાં અડચણ ન ઉભી કરે.
—
### **સુરક્ષા અને જાળવણી (Safety and Maintenance)**
* **ટ્રાય સ્ક્વેર** ને ક્યારેય કાપવાના સાધનો (જેમ કે ફાઈલ, હેક્સો) સાથે મિક્સ ન રાખવો જોઈએ, કારણ કે તેનાથી તેની સપાટી પર સ્ક્રેચ પડી શકે છે.
* તેનો ઉપયોગ ક્યારેય હથોડી (Hammer) તરીકે ન કરવો.
* ઉપયોગ કરતા પહેલા અને પછી તેને નરમ કપડાથી સાફ કરવો જોઈએ.
* જો લાંબા સમય સુધી ઉપયોગ ન કરવાનો હોય, તો તેને કાટથી બચાવવા માટે હળવું **તેલ (Oil)** અથવા **ગ્રીસ** લગાવવું જોઈએ.
* તેને પછાડવો ન જોઈએ, કારણ કે પડવાથી સ્ટોક અને બ્લેડ વચ્ચેનો 90° નો ખૂણો બગડી શકે છે.
અહીં ‘મિકેનિક ડીઝલ’ ટ્રેડના તાલીમાર્થીઓ માટે ખાસ તૈયાર કરાયેલ ‘માસ્ટરી મોડ્યુલ’ છે:
# 🛠️ માસ્ટર ક્લાસ: State the uses of Try Square
## 🔍 મુખ્ય ખ્યાલ
**ટ્રાય સ્ક્વેર (Try Square)** એ વર્કશોપનો “ન્યાયાધીશ” છે, જે નક્કી કરે છે કે તમારું માર્કિંગ અને ફિટિંગ કેટલું સચોટ છે. તેનો મુખ્ય ઉપયોગ સપાટીની **સપાટતા (Flatness)** તપાસવા અને બે સંલગ્ન સપાટીઓ વચ્ચે બરાબર **૯૦ ડિગ્રી (Right angle)** નો ખૂણો છે કે નહીં તે ચકાસવા માટે થાય છે. મિકેનિક ડીઝલ ટ્રેડમાં, એન્જિનના ઘટકોના ચોક્કસ એલાઈનમેન્ટ માટે આ સાધન પાયાની જરૂરિયાત છે.
## 📐 ટેકનિકલ બ્રેકડાઉન અને વિઝ્યુઅલ વોકથ્રુ
કલ્પના કરો કે તમે હાઈ-ડેફિનેશન 3D મોડલ જોઈ રહ્યા છો, જેમાં આ મુખ્ય ભાગો છે:
1. **સ્ટોક (Stock):** આ ટ્રાય સ્ક્વેરનો જાડો અને ભારે ભાગ છે, જે સામાન્ય રીતે કાસ્ટ આયર્ન અથવા સ્ટીલનો બનેલો હોય છે. તે પકડવા માટે ‘હેન્ડલ’ જેવું કામ કરે છે અને બેઝ તરીકે વપરાય છે.
2. **બ્લેડ (Blade):** આ ઉચ્ચ ગુણવત્તાવાળા હાર્ડન્ડ સ્ટીલ (Hardened Steel) ની બનેલી પાતળી પટ્ટી છે. તે સ્ટોક સાથે બરાબર ૯૦ ડિગ્રીના ખૂણે ફિક્સ કરેલી હોય છે. તેના પર ઘણીવાર માપપટ્ટી (Scale) પણ હોય છે.
3. **બર સ્લોટ (Burr Slot/Undercut):** સ્ટોક અને બ્લેડ જ્યાં મળે છે ત્યાં અંદરના ખૂણે એક નાનો ખાંચો હોય છે. આ ખાંચો વર્કપીસની ધાર પર રહેલા નાના કચરા અથવા ‘બર’ (Burr) ને કારણે માપમાં આવતી ભૂલને અટકાવે છે.
4. **ક્રોસ-સેક્શન (Cross-section):** જો તમે તેને સાઈડમાંથી જુઓ, તો તેની સપાટી એકદમ સમાંતર અને ગ્રાઉન્ડ ફિનિશ ધરાવતી હોય છે જે ‘માઈક્રોન’ સ્તરની ચોકસાઈ આપે છે.
## ⚙️ સ્ટાન્ડર્ડ ઇન્ડસ્ટ્રિયલ વર્કફ્લો
આધુનિક ઇન્ડસ્ટ્રીમાં ટ્રાય સ્ક્વેરનો ઉપયોગ કરવાની વ્યાવસાયિક રીત:
1. **સફાઈ (Cleaning):** સૌથી પહેલા વર્કપીસ અને ટ્રાય સ્ક્વેરની બ્લેડને કોટન વેસ્ટ (Cotton Waste) થી સાફ કરો જેથી તેલ કે ધૂળ માપમાં ન આવે.
2. **સંદર્ભ સેટિંગ (Reference Setting):** સ્ટોકને વર્કપીસની સંદર્ભ સપાટી (Reference Surface) પર મજબૂતીથી દબાવીને રાખો.
3. **લાઈટ ગેપ ટેસ્ટ (Light Gap Test):** બ્લેડને ધીમેથી સપાટી પર નીચે લાવો. જો બ્લેડ અને વર્કપીસની વચ્ચેથી પ્રકાશ દેખાય, તો તેનો અર્થ છે કે સપાટી સપાટ (Flat) નથી.
4. **માર્કિંગ (Marking):** જો તમારે ૯૦ ડિગ્રી પર લાઇન દોરવી હોય, તો ‘સ્ક્રાઈબર’ (Scriber) નો ઉપયોગ કરીને બ્લેડની ધારની સાથે ચોકસાઈથી લીટી દોરો.
## 🏭 ભારતીય ઔદ્યોગિક કેસ સ્ટડી
**ટાટા મોટર્સ (Tata Motors)** અથવા **મહિન્દ્રા (Mahindra)** ના એન્જિન રિબિલ્ડિંગ વર્કશોપમાં, જ્યારે એન્જિન બ્લોક (Engine Block) પર સિલિન્ડર હેડ (Cylinder Head) બેસાડવામાં આવે છે, ત્યારે ટેકનિશિયન ટ્રાય સ્ક્વેર અને ફિલર ગેજ (Feeler Gauge) નો ઉપયોગ કરીને બ્લોકની ઉપરની સપાટીની સપાટતા તપાસે છે. જો આ સપાટી ૦.૦૫ mm પણ વાંકી હોય, તો ‘હેડ ગેસ્કેટ’ (Head Gasket) લીક થઈ શકે છે અને એન્જિન ફેલ થઈ શકે છે.
## 🚀 ભવિષ્ય માટે તૈયાર: ઇન્ડસ્ટ્રી 4.0
આજના યુગમાં, પારંપરિક ટ્રાય સ્ક્વેરની સાથે નવા અપગ્રેડ્સ આવ્યા છે:
* **ડિજિટલ એંગલ ફાઇન્ડર (Digital Angle Finder):** જેમાં LCD સ્ક્રીન પર ખૂણાનું માપ પોઈન્ટમાં દેખાય છે.
* **લેઝર ગાઈડેડ સ્ક્વેર (Laser Guided Square):** આ સાધનો લેઝર બીમનો ઉપયોગ કરીને દૂર સુધી સીધી રેખા અને ખૂણો બતાવી શકે છે.
* **સ્માર્ટ મટિરિયલ:** હવે ટ્રાય સ્ક્વેર ‘કાર્બન ફાઈબર’ (Carbon Fiber) માંથી પણ બને છે જે વજનમાં હલકા અને તાપમાનની અસરથી મુક્ત (Zero thermal expansion) હોય છે.
## 💡 વર્કશોપ સિક્રેટ (પ્રો-ટિપ)
**”ટ્રાય સ્ક્વેર એ કોઈ હથોડી (Hammer) નથી!”**
ક્યારેય પણ ટ્રાય સ્ક્વેરથી કોઈ વસ્તુ પર ટીપવું નહીં અથવા તેને ઊંચાઈ પરથી નીચે પડવા દેવો નહીં. જો સ્ટોક અને બ્લેડ વચ્ચેનો ૯૦ ડિગ્રીનો ખૂણો માત્ર ૧ ડિગ્રી પણ હલી ગયો, તો તે આખા વર્કશોપ માટે નકામો બની જશે. તેને હંમેશા લુબ્રિકેટિંગ ઓઈલનું પાતળું પડ લગાવીને રાખવો જેથી કાટ (Rust) ન લાગે.
