Rivets – types and uses (રિવેટ્સ – પ્રકારો અને ઉપયોગો) 🛠️🔗
Objectives (ઉદ્દેશ્યો):
આ lesson ના અંતે તમે સક્ષમ હશો:
- Riveting શું છે તે જણાવી શકશો.
- Rivet ના ઉપયોગો જણાવી શકશો.
- Rivet ના લક્ષણો (features) ના નામ આપી શકશો.
- Rivet ના વિવિધ પ્રકારો જણાવી શકશો.
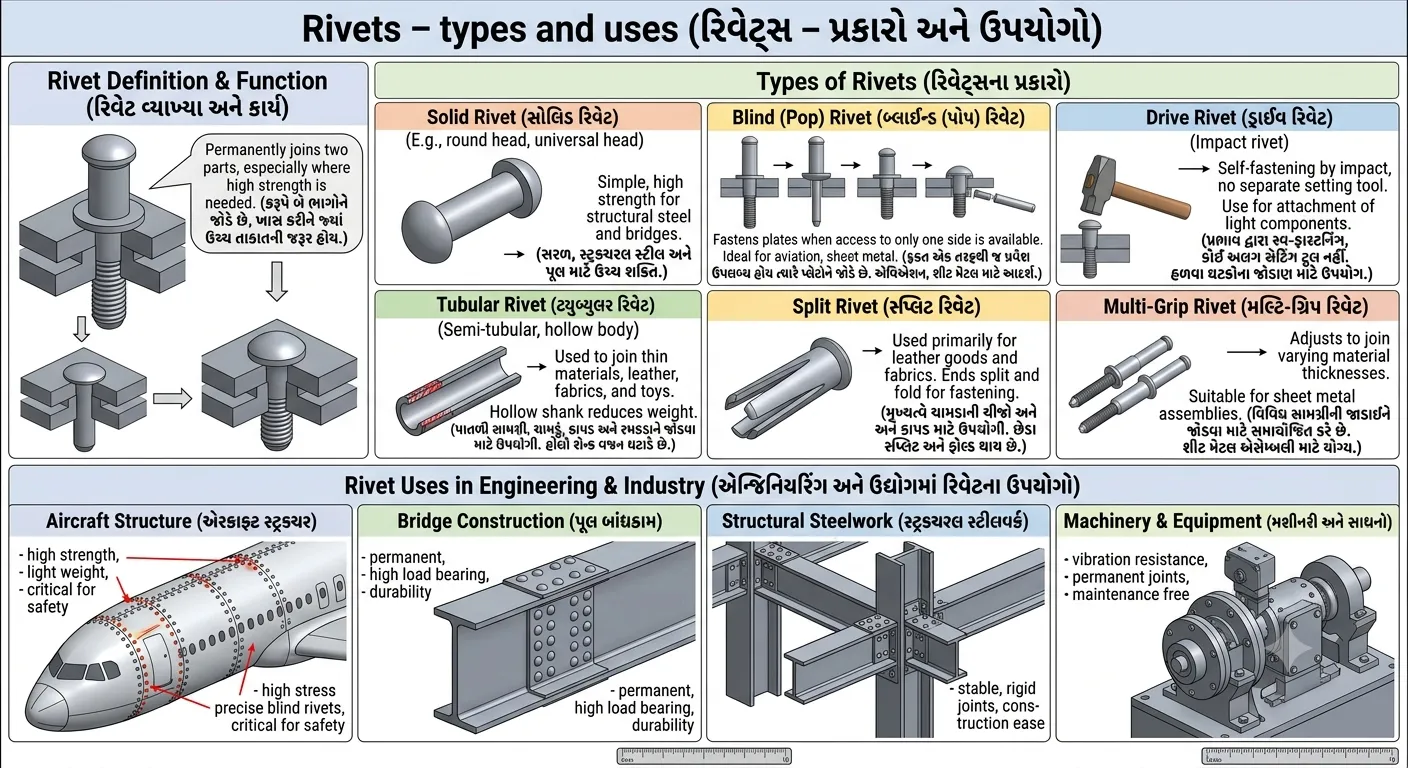
Riveting (Fig 1)
Riveting એ કાયમી સાંધા (permanent joints) બનાવવાની પદ્ધતિ છે. રિવેટિંગ માટે, જે પ્લેટોને જોડવાની હોય છે તેને ડ્રીલ અથવા પંચ કરવામાં આવે છે. ભાગોને એસેમ્બલ કર્યા પછી બીજા છેડે હેડ (head) બનાવવામાં આવે છે. 🔩
Self-piercing riveting માં વપરાતા રિવેટ્સના મુખ્ય લક્ષણો આ મુજબ છે:
- Shank નો વ્યાસ અને રિવેટની લંબાઈ.
- Rivet head નો આકાર અને પૂંછડીની ડિઝાઇન (tail design).
- રિવેટનું મટિરિયલ અને સખતતા (hardness). 💪
Keywords:
Mechanic Diesel NSQF, Types of Rivets, Riveted Joints in Gujarati, Rivet Proportions, Engineering Drawing Rivets, Single Riveted Lap Joint, Double Riveted Zigzag Joint, ITTI Mechanic Diesel Theory, Mechanical Engineering Basics.
Rivets and Riveted Joints (Rivet અને Riveted Joints) 🔩
Type of crating/plating (Crating/plating ના પ્રકાર)
Types of rivets (Rivets ના પ્રકાર): ⛓️
- Solid/round rivets (સોલિડ/રાઉન્ડ રિવેટ્સ)
- Semi tubular rivets (સેમી ટ્યુબ્યુલર રિવેટ્સ)
- Blind rivets (બ્લાઈન્ડ રિવેટ્સ)
- Oscar rivets (ઓસ્કર રિવેટ્સ)
- Drive rivets (ડ્રાઈવ રિવેટ્સ)
- Flesh rivets (ફ્લેશ રિવેટ્સ)
- Friction-lock rivets (ફ્રિક્શન-લોક રિવેટ્સ)
- Rivet alloys shear strength and driving conditions (રિવેટ એલોય શિયર સ્ટ્રેન્થ અને ડ્રાઈવિંગ કન્ડિશન)
- Self-piercing rivets (સેલ્ફ-પિયર્સિંગ રિવેટ્સ)
Rivet Proportions (Rivet નું પ્રમાણ) 📐
Objectives:
આ લેસનના અંતે તમે આ કરી શકશો:
- અલગ-અલગ ડાયામીટરના રિવેટ્સ માટે hole sizes નક્કી કરી શકશો.
- પ્લેટ્સ/શીટ્સની જાડાઈ (thickness) મુજબ rivet diameters પસંદ કરી શકશો.
- અલગ-અલગ ડાયામીટર અને પ્લેટ સાઈઝ માટે length (લંબાઈ) ની ગણતરી કરી શકશો.
In order to produce efficient and good quality riveted joints (કાર્યક્ષમ અને સારી ક્વોલિટીના રિવેટેડ જોઈન્ટ્સ બનાવવા માટે નીચેના પાસાઓ મહત્વના છે):
- રિવેટ્સ નાખવા માટે જે હોલ ડ્રિલ (hole drilled) કરવામાં આવે છે તેની સાઈઝ.
- જોડવાની પ્લેટ્સ/શીટ્સની જાડાઈના પ્રમાણમાં રિવેટનો ડાયામીટર (Diameter).
- રિવેટનો પ્રકાર અને પ્લેટ્સની જાડાઈ મુજબ રિવેટની લંબાઈ (Length).
The size of the rivet and hole (રિવેટ અને હોલની સાઈઝ): હોલની સાઈઝ એ રિવેટના ડાયામીટર પર આધારિત હોય છે. Solid rivet નો ડાયામીટર નક્કી કરવા માટે સામાન્ય રીતે વપરાતું સૂત્ર:
- D.Min = T
- to D.Max = 2T (જ્યાં T = પ્લેટની જાડાઈ છે). સાચું મૂલ્ય જોઈન્ટના ફીચર્સ અને સર્વિસ કન્ડિશન પર આધાર રાખે છે. હોલની સાઈઝ રિવેટના નોમિનલ ડાયામીટર (nominal diameter) કરતા થોડી મોટી હોવી જોઈએ (જુઓ Table 1). Hot working માટે રિવેટ્સના હોલમાં cold working કરતા વધારે ક્લિયરન્સ (clearance) રાખવામાં આવે છે.
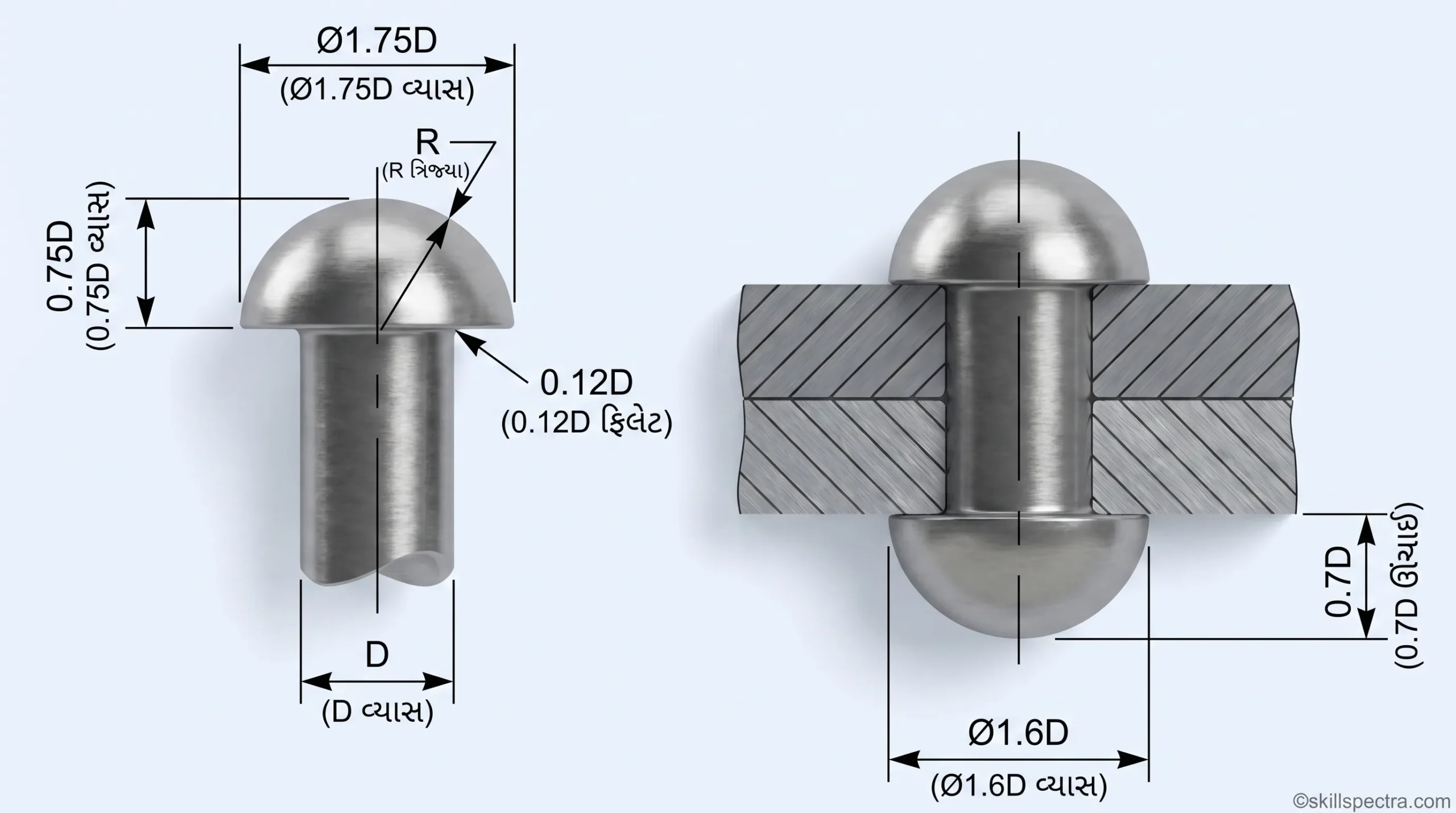
Length of rivets (રિવેટ્સની લંબાઈ): રિવેટની લંબાઈ એટલે કે તેની shank length. આ લંબાઈ પ્લેટની જાડાઈ અને રિવેટ હેડના પ્રકાર મુજબ અલગ-અલગ હોય છે. Shop floor પર સામાન્ય રીતે વપરાતું સૂત્ર: Length of snap-head rivets (Fig 1):
- L = T + 1.5 D
Hole diameter for rivets (રિવેટ્સ માટે હોલનો ડાયામીટર) 📊
| Rivet nominal dia | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | 15-40 |
|---|---|---|---|---|---|---|---|---|---|---|
| Hole dia | 2.2 | 3.2 | 4.2 | 5.3 | 6.3 | 8.5 | 11 | 13 | 16.5 | Nominal dia કરતા 1.5 થી 2.0mm મોટો હોલ |
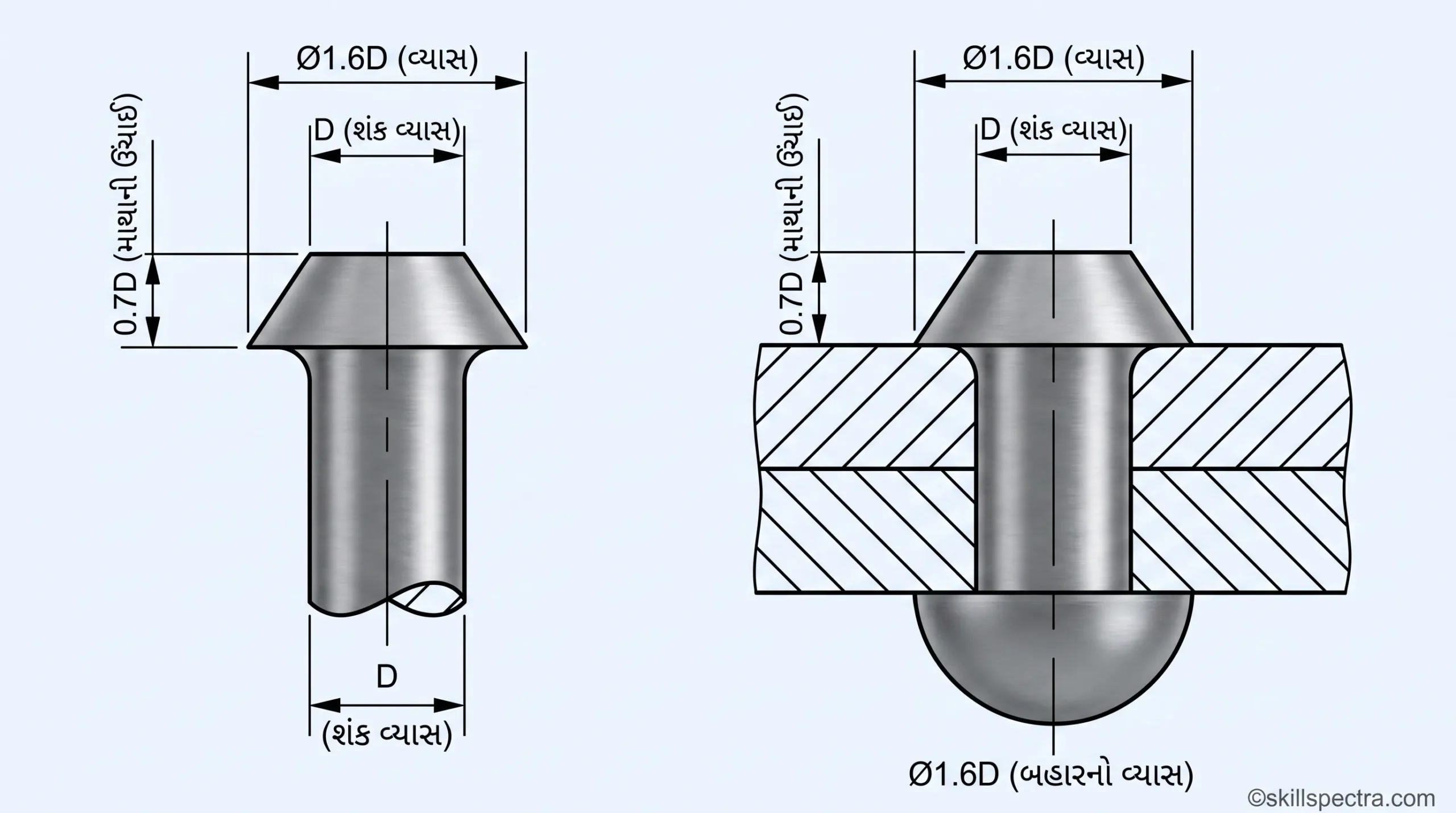
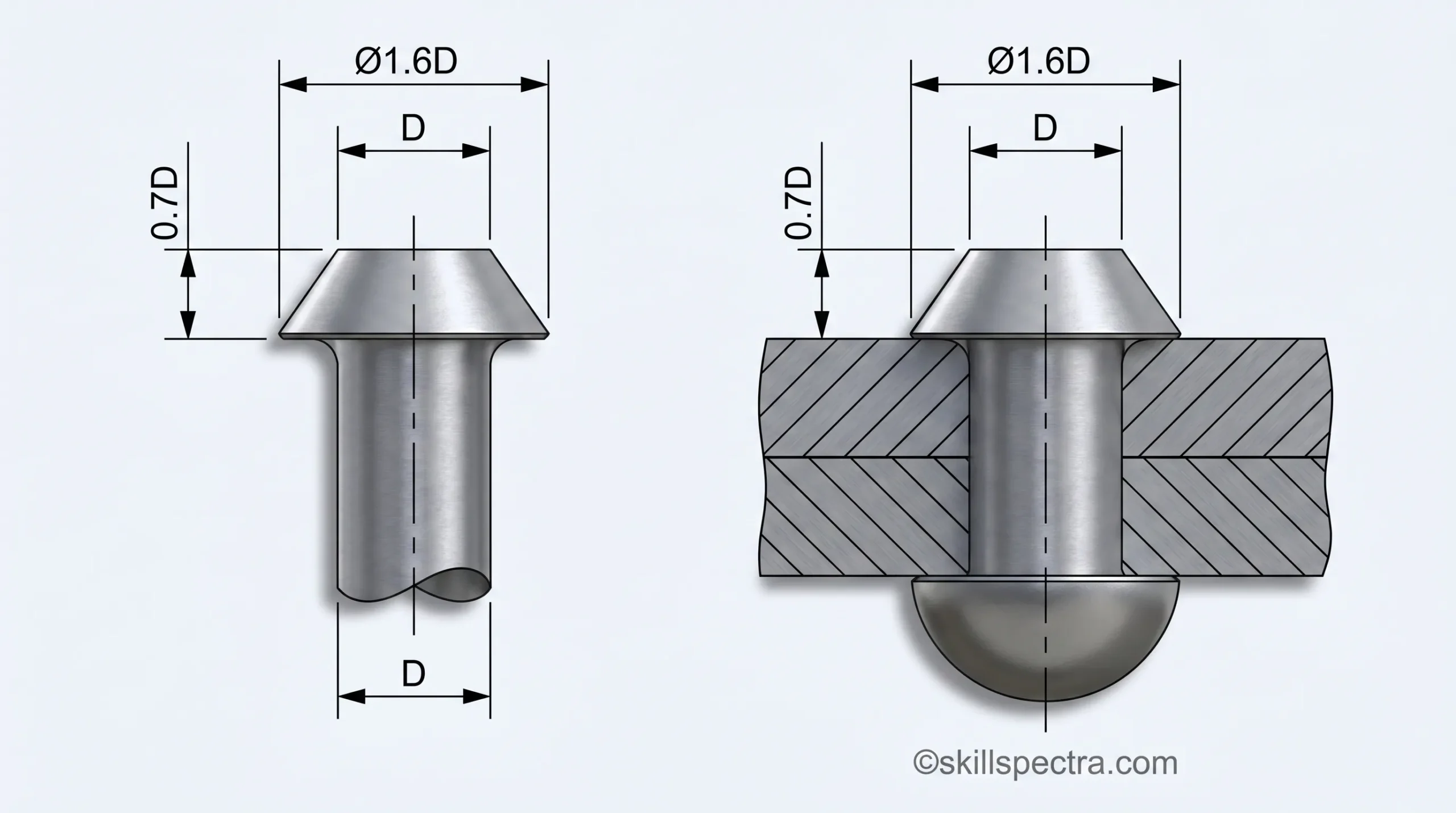
Length of countersunk head rivets (Fig 2) 📏
- L = T + 0.6 D
- L = shank length
- T = વપરાયેલી પ્લેટ્સની કુલ જાડાઈ
- D = rivet diameter
- D1 = hole diameter
રિવેટ્સને હોલમાં નાખ્યા પછી તેને બળપૂર્વક (by force) બંધ કરવામાં આવે છે જેથી તે હોલને પૂરેપૂરો ભરી દે અને એક મજબૂત (rigid) જોઈન્ટ બનાવે.
Uses (ઉપયોગો): 🏗️🚢
Rivets એ મેટલ શીટ્સ અને પ્લેટ્સને જોડવા માટેના ફાસ્ટનર્સ (fasteners) છે. તેનો ઉપયોગ બ્રિજ (bridges), જહાજો (ships), ક્રેન્સ (cranes), સ્ટ્રક્ચરલ સ્ટીલ વર્ક, બોઈલર (boilers), એરક્રાફ્ટ વગેરેમાં થાય છે.
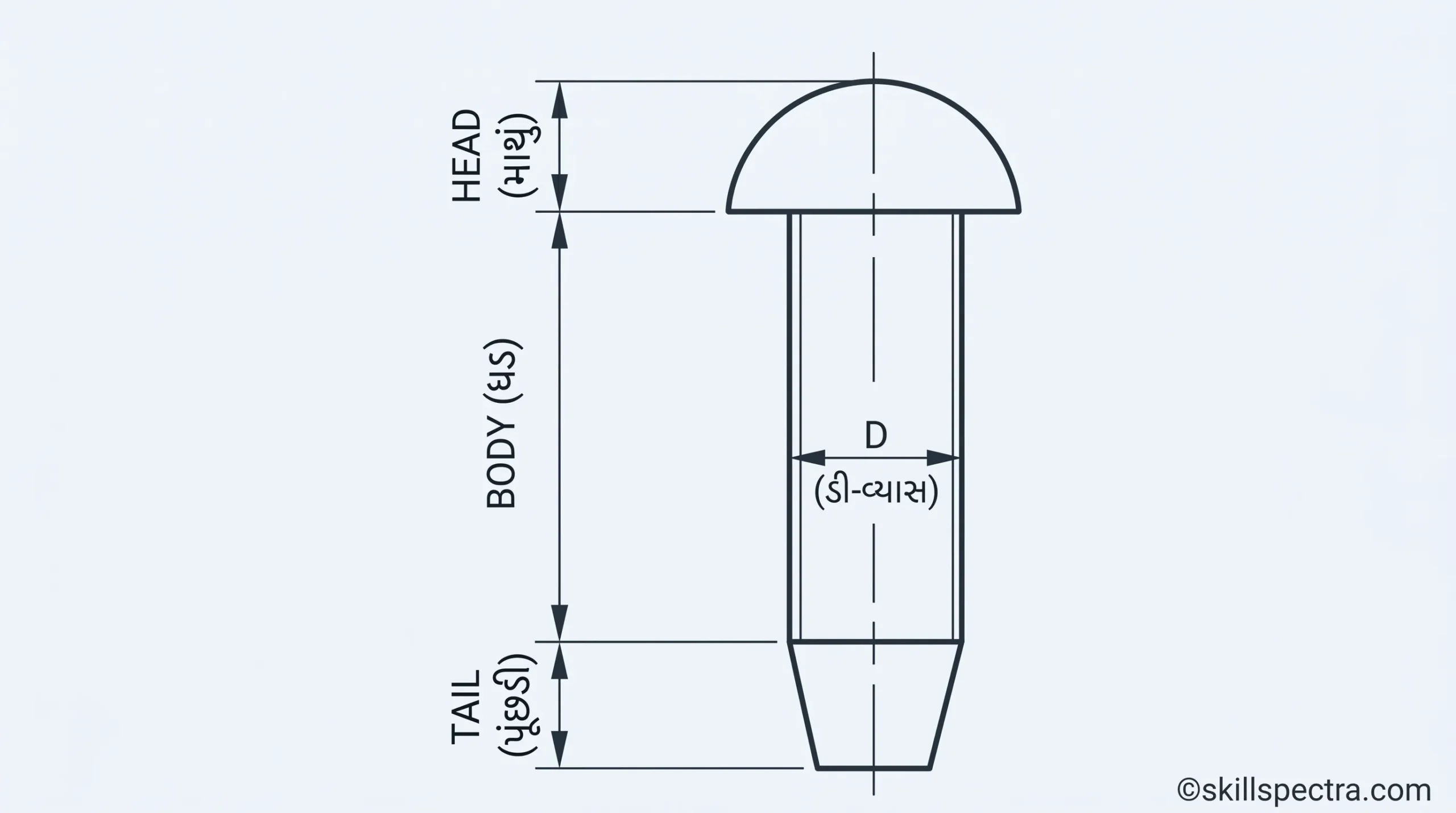
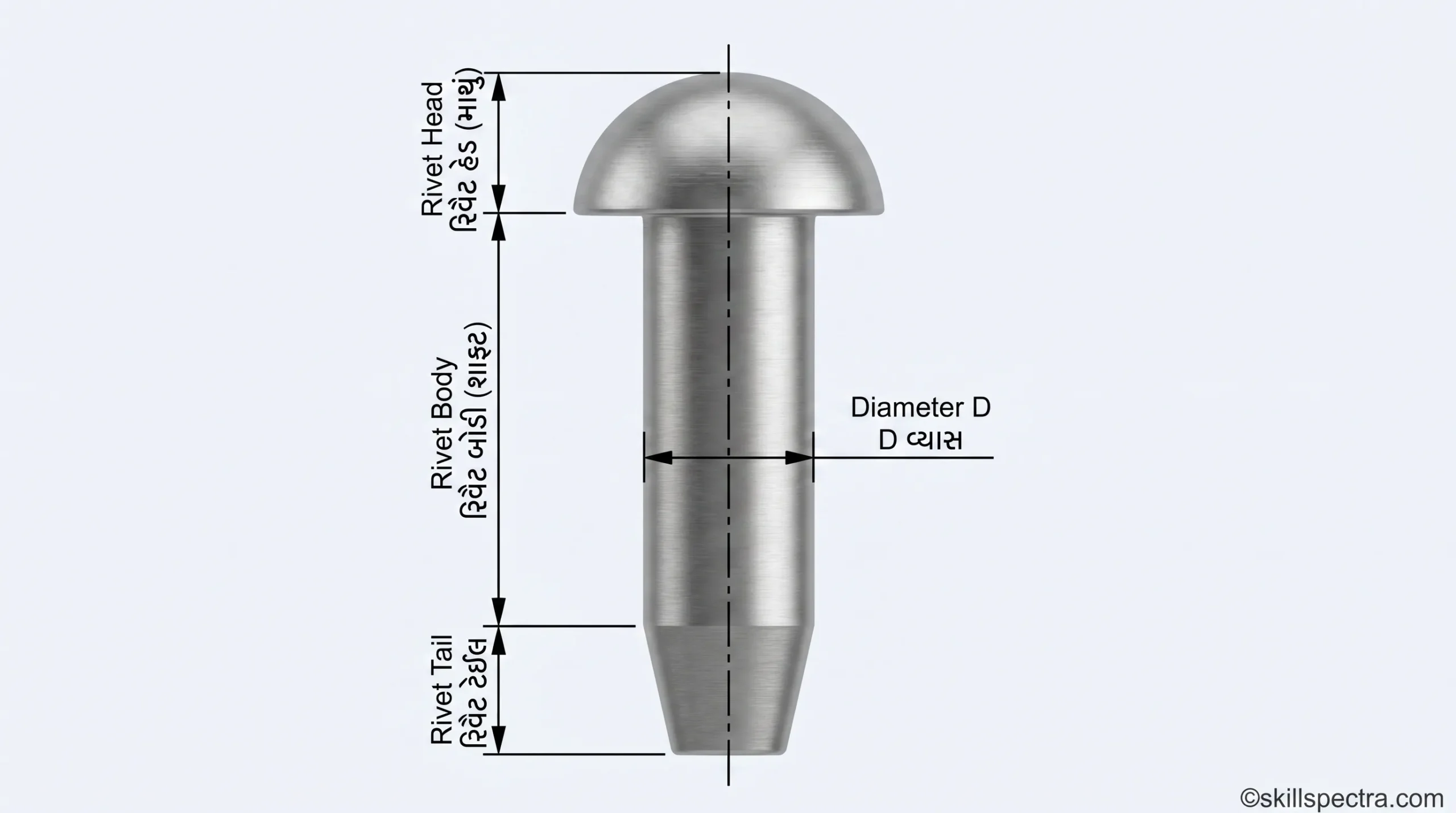
Parts (Fig 3): રિવેટના મુખ્ય ભાગો: 🏷️
- Head (માથું)
- Body (શરીર/શૅન્ક)
- Tail (પૂંછડી)
Materials (સામગ્રી): ⚙️ રિવેટિંગમાં, હેડ બનાવવા માટે શૅન્કને ડિફોર્મ (deforming) કરીને સુરક્ષિત કરવામાં આવે છે. આ ductile materials માંથી બને છે. Examples: Low carbon steel, brass, copper અને aluminium.
Rivet head-shapes (રિવેટ હેડના આકારો):
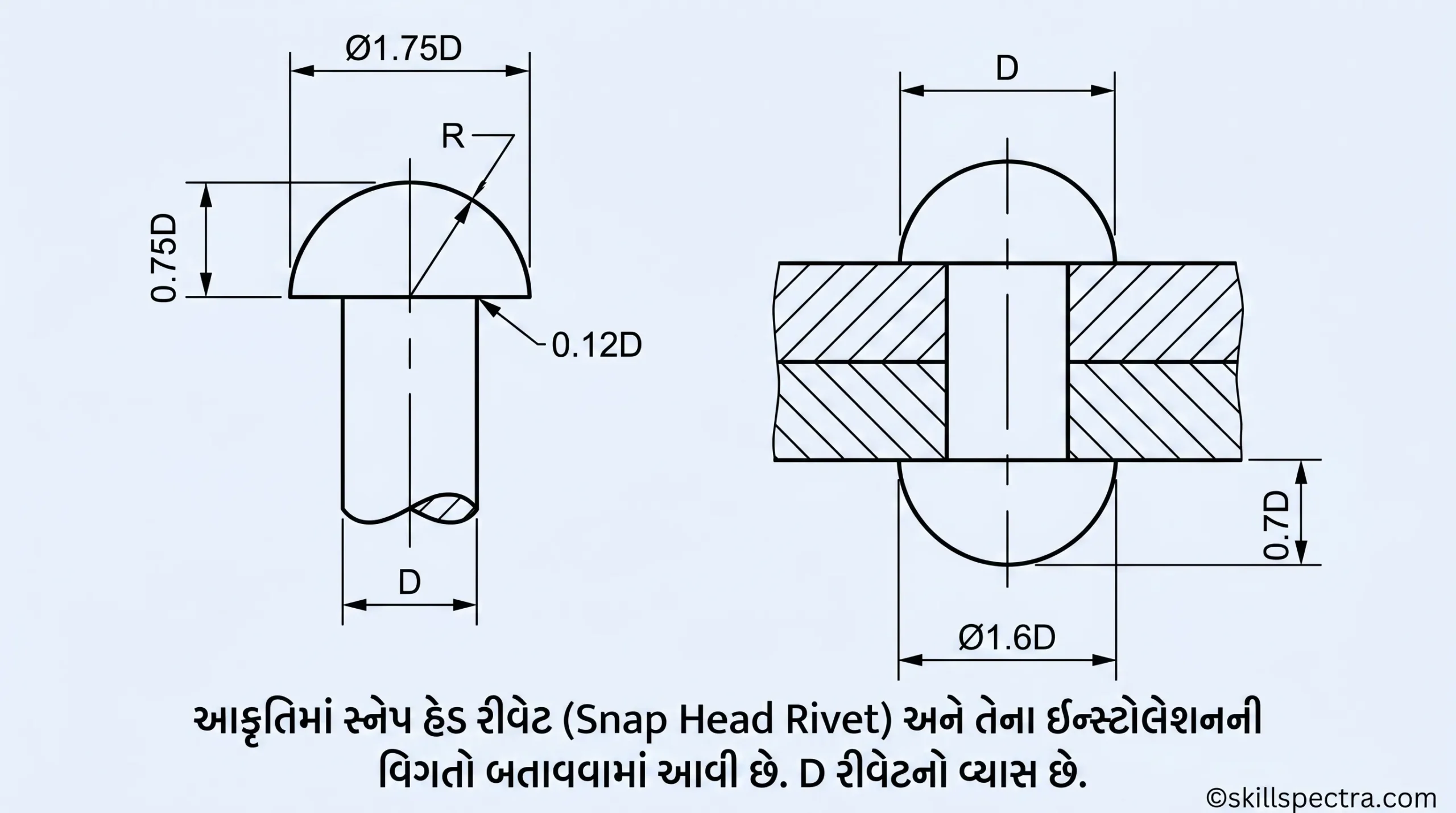
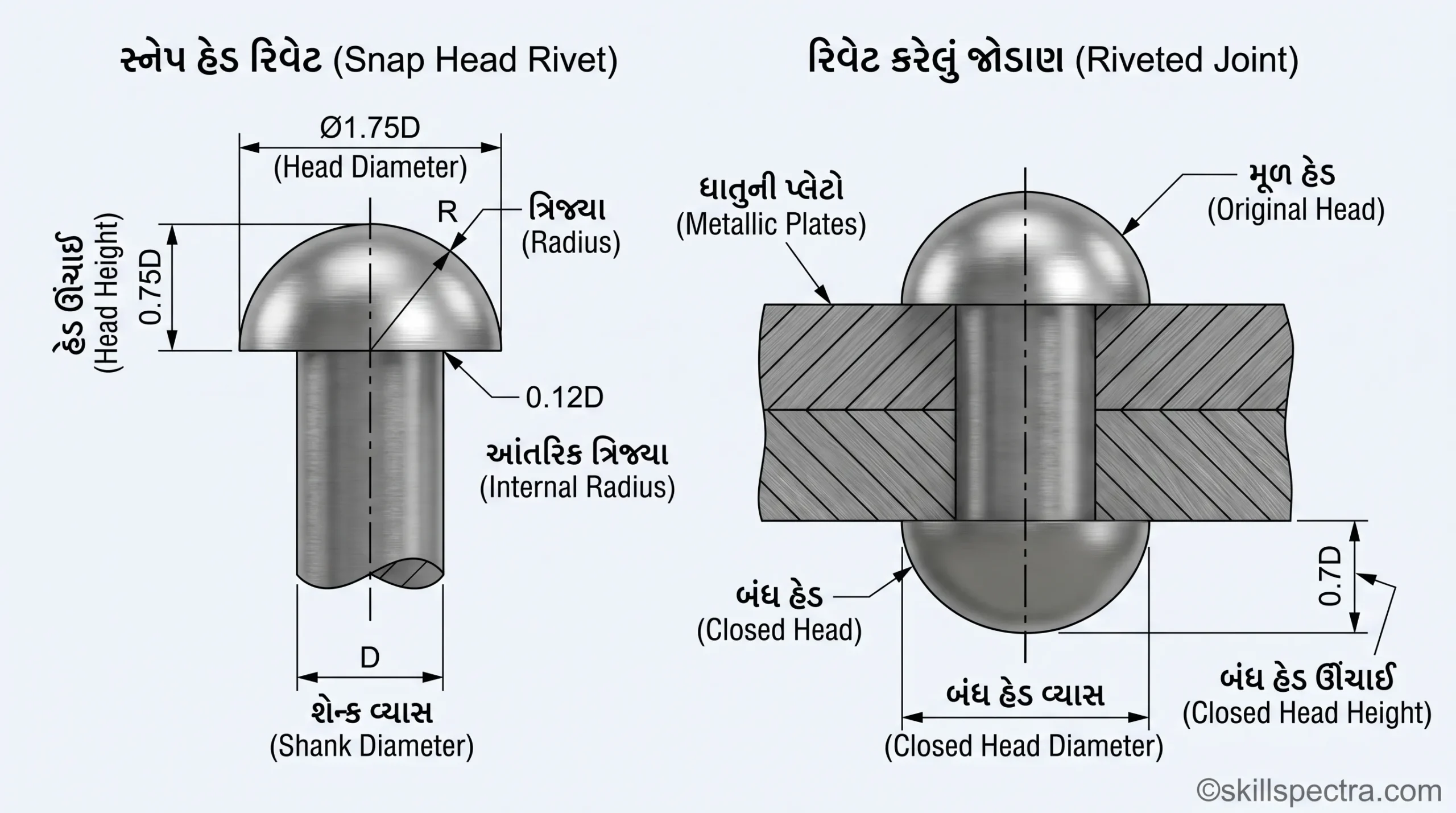
- Snap-head (Fig 4): આ રિવેટ સૌથી વધુ સ્ટ્રક્ચરલ કામોમાં વપરાય છે. રિવેટની બીજી બાજુ પણ હેડ જેવી જ બનાવવામાં આવે છે.
- Pan head (Fig 5): આ એક ઘણો મજબૂત (strong) રિવેટ છે. તેનો બીજો છેડો સામાન્ય રીતે સ્નેપ-હેડ આકારમાં પૂરો કરવામાં આવે છે. Pan head rivets નો ઉપયોગ ભારે બાંધકામ (heavy construction) માં થાય છે.
Riveted joints (રિવેટેડ જોઈન્ટ્સ) 🏗️
Objectives:
આ લેસનના અંતે તમે આ કરી શકશો:
- અલગ-અલગ પ્રકારના riveted joints ના નામ આપી શકશો.
- રિવેટેડ જોઈન્ટ્સના ફીચર્સ (લાક્ષણિકતાઓ) જણાવી શકશો.
- Chain riveting અને zigzag riveting વચ્ચેનો તફાવત સમજી શકશો.
બાંધકામ અને ફેબ્રિકેશનના કામમાં અલગ-અલગ પ્રકારના જોઈન્ટ્સ બનાવવામાં આવે છે. સામાન્ય રીતે વપરાતા જોઈન્ટ્સ નીચે મુજબ છે:
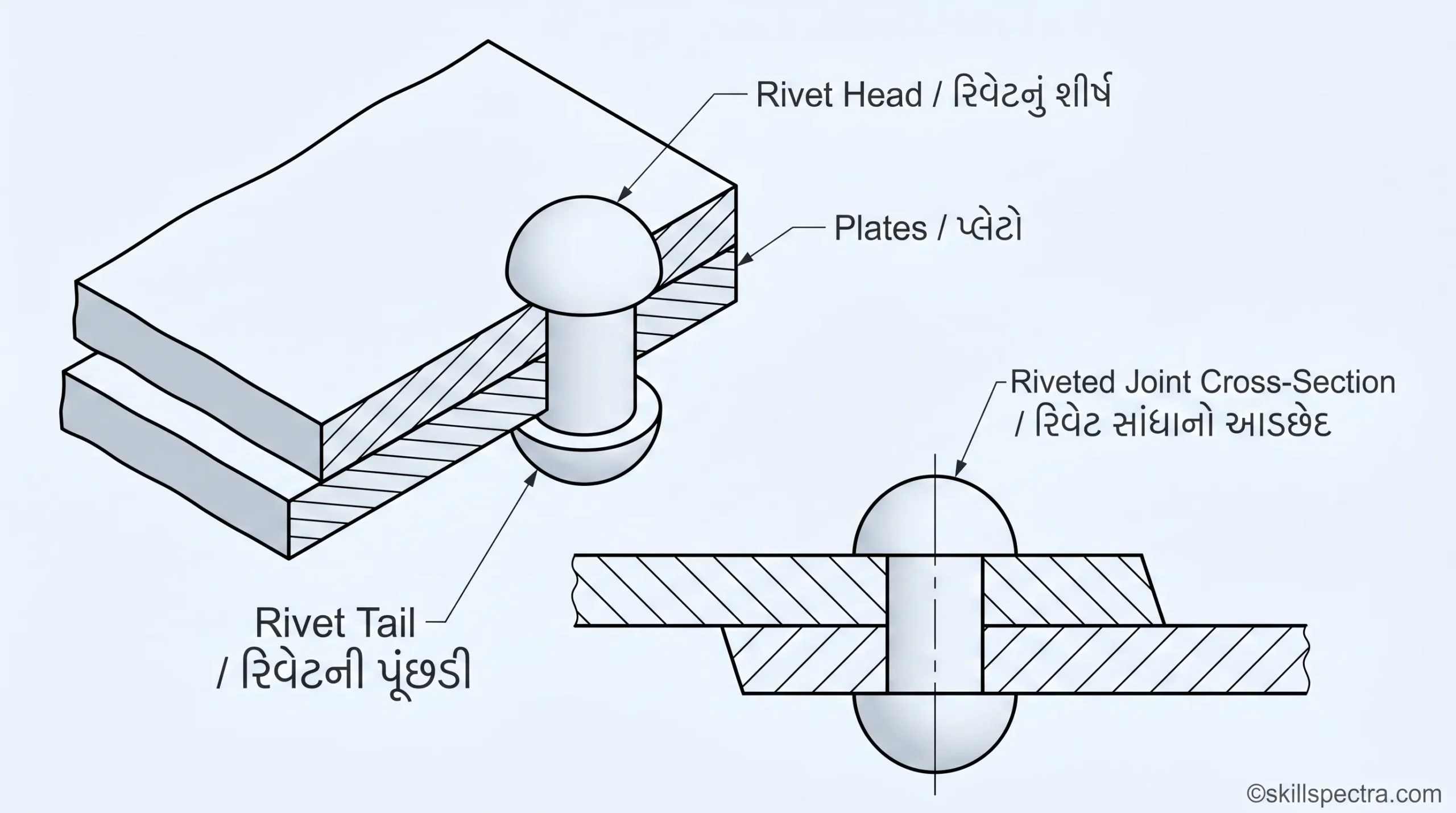
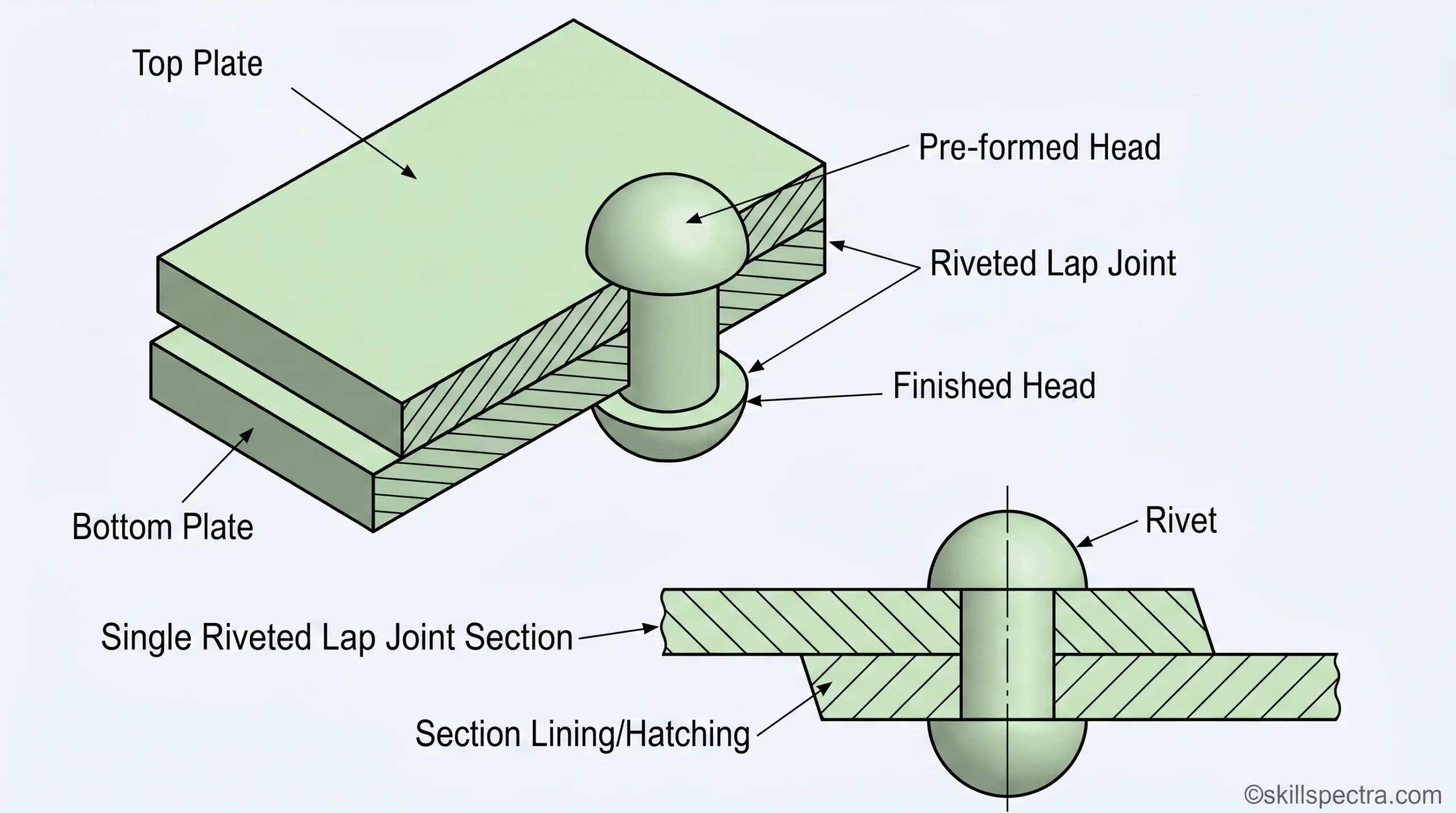
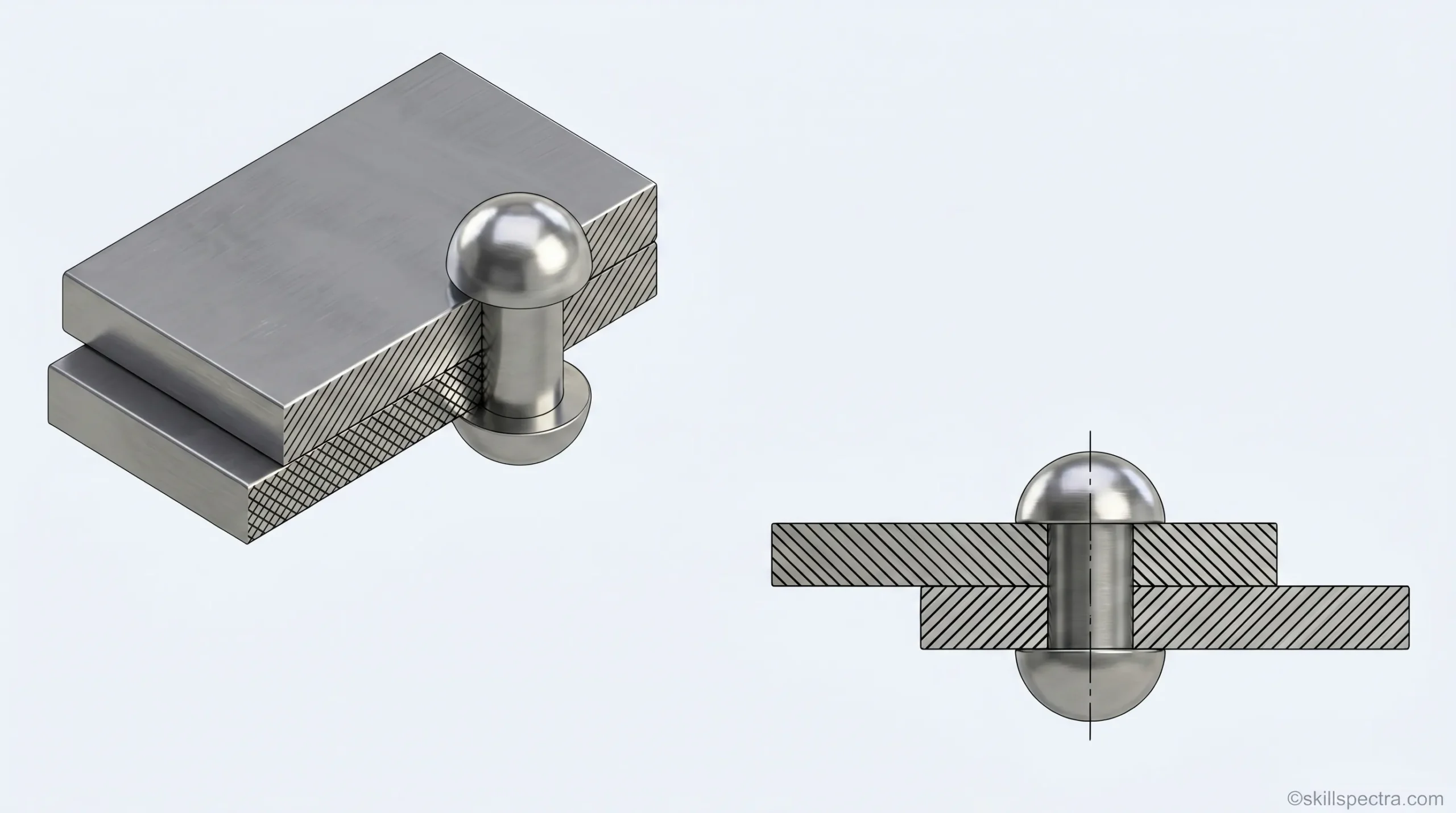
- Single riveted lap joint
- Double riveted lap joint
- Double riveted (zigzag) lap joint
- Single strap butt joint
- Double strap butt joint
Details of Joints (જોઈન્ટ્સની વિગતો) 🛠️
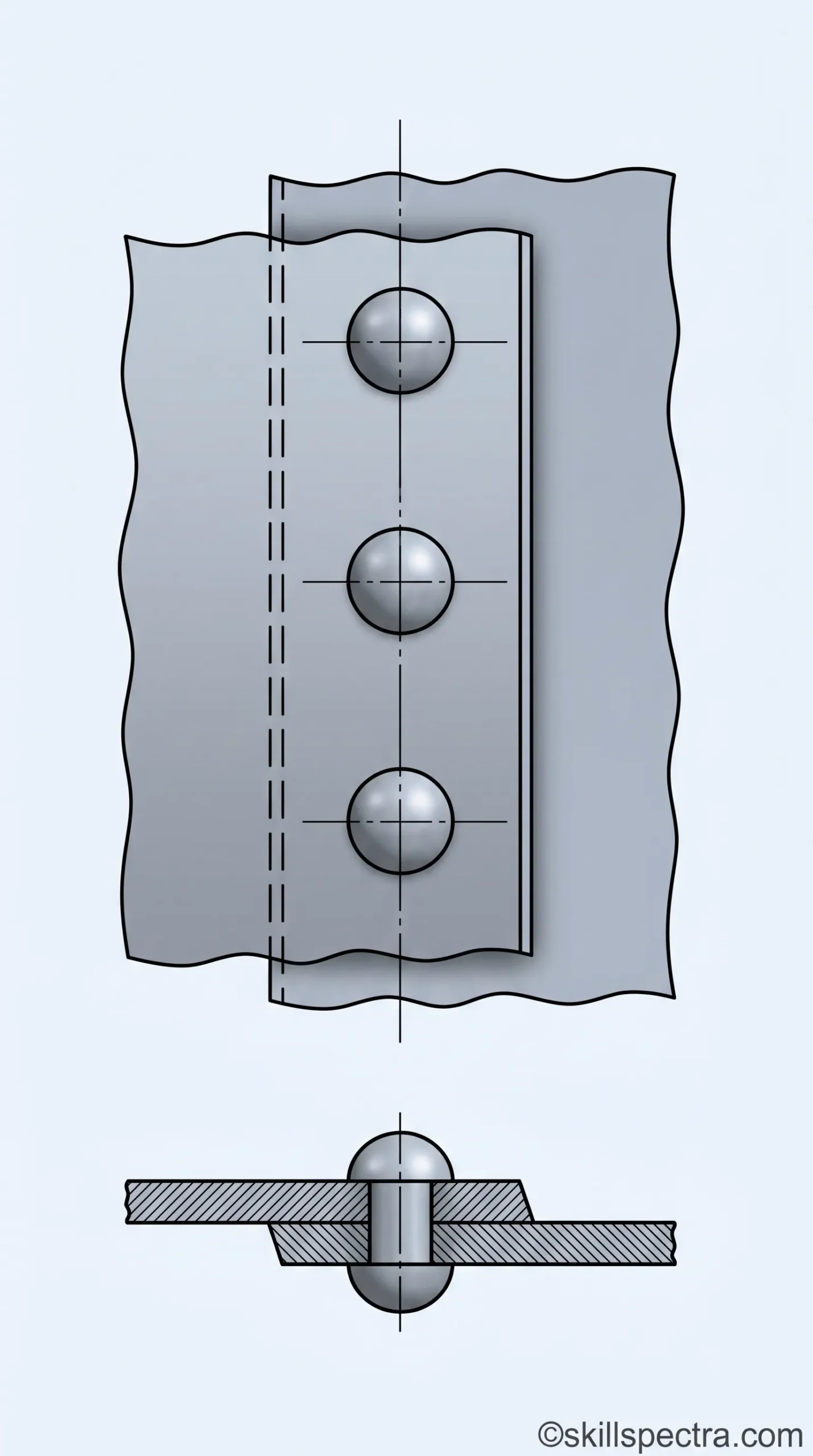
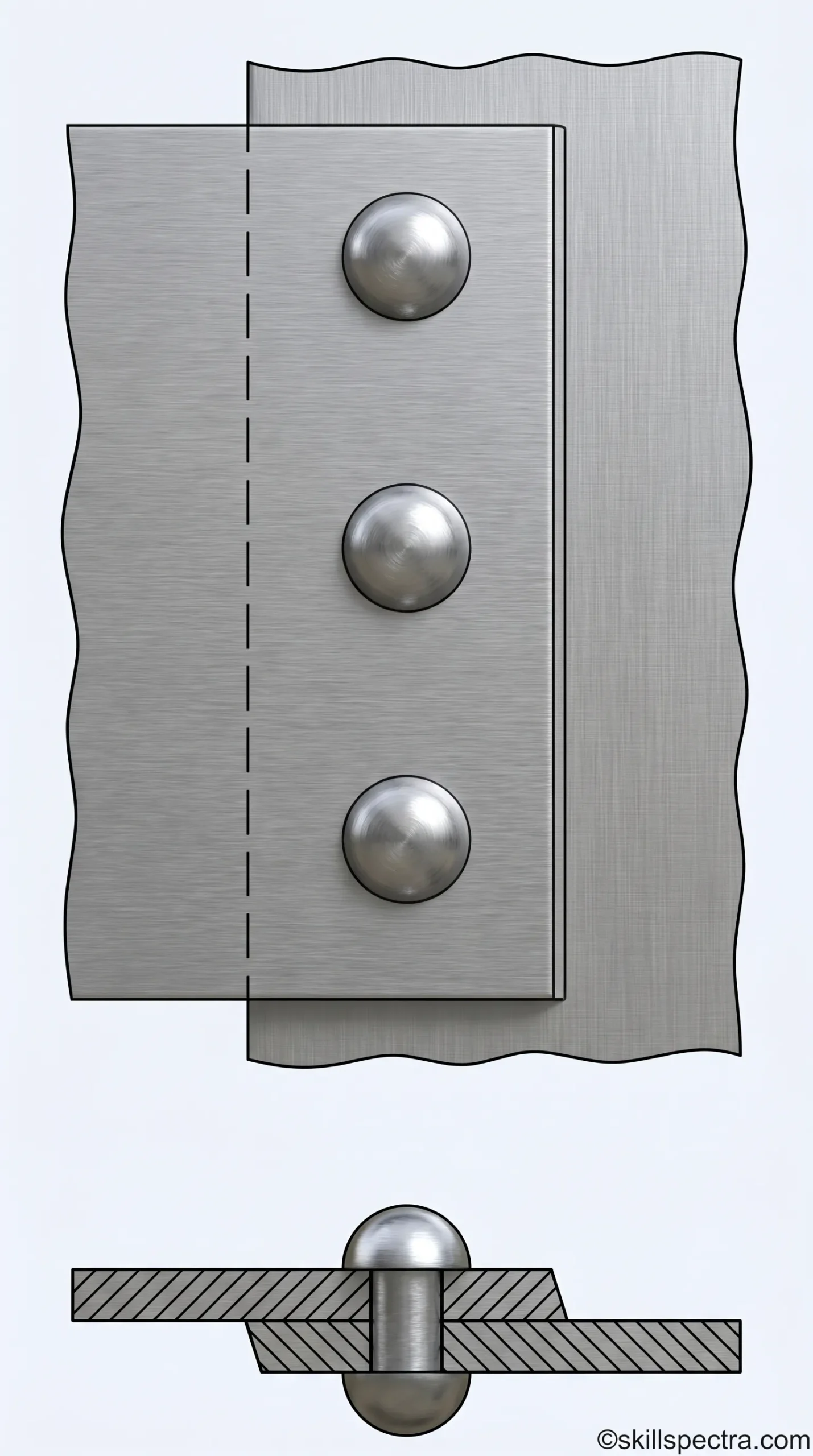
Single riveted lap joint (Fig 1): આ જોઈન્ટનો પ્રકાર સૌથી સરળ અને સૌથી વધુ વપરાતો પ્રકાર છે. આ જોઈન્ટ જાડી અને પાતળી બંને પ્લેટ્સને જોડવા માટે ઉપયોગી છે. આમાં, પ્લેટ્સના છેડા એકબીજા પર ઓવરલેપ (overlap) કરવામાં આવે છે અને લેપની વચ્ચે રિવેટ્સની એક જ હાર (single row) રાખવામાં આવે છે.
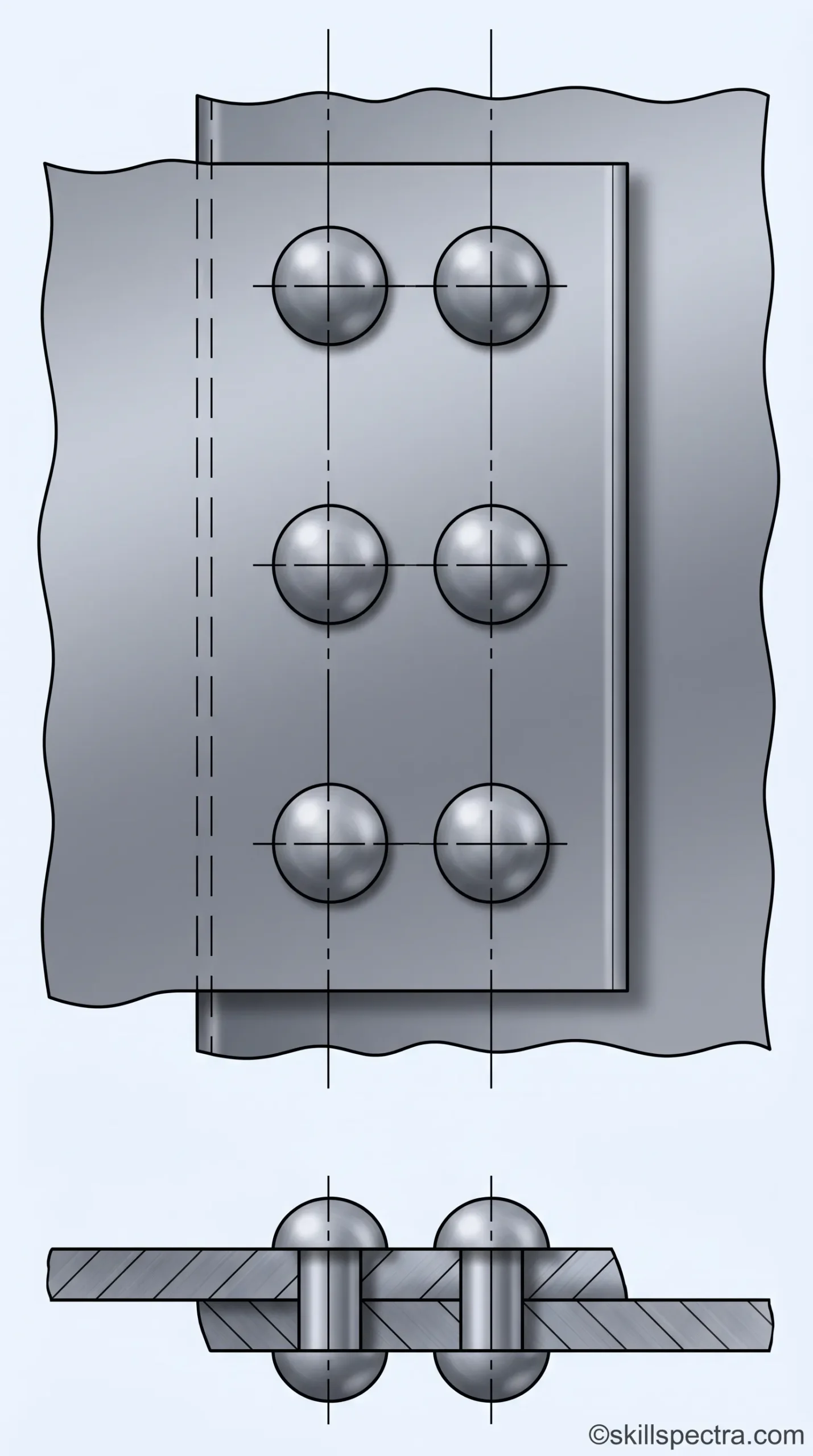
Double riveted lap joint (Fig 2): આ પ્રકારના જોઈન્ટમાં રિવેટ્સની બે હાર (two rows) હોય છે. બે હારને સમાવવા માટે ઓવરલેપ મોટો રાખવામાં આવે છે.
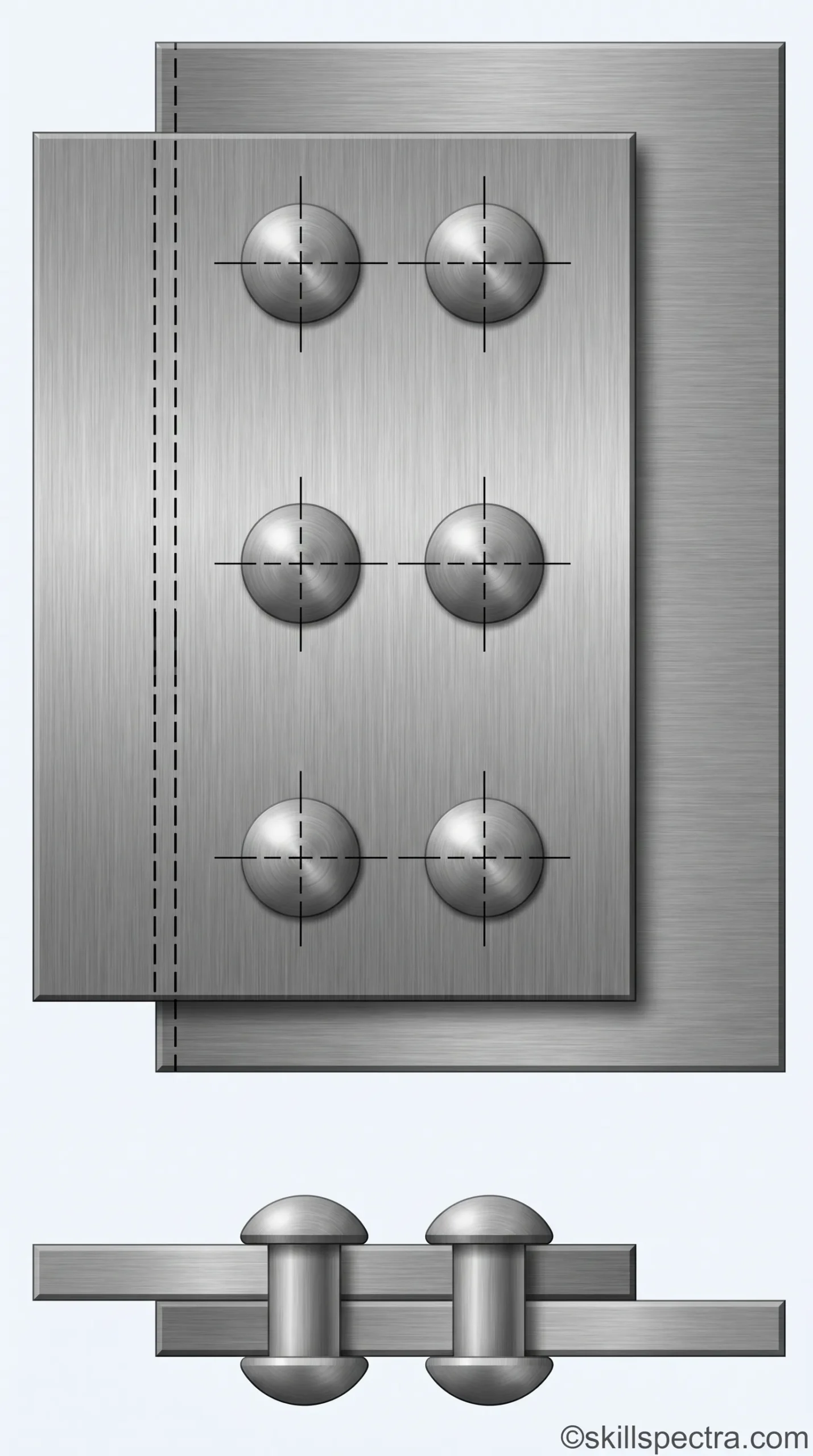
Double riveted (Zigzag) lap joint (Fig 3): ⚡ આ જોઈન્ટ સિંગલ લેપ જોઈન્ટ કરતા વધુ મજબૂત જોઈન્ટ પૂરો પાડે છે. રિવેટ્સ કાં તો સ્ક્વેર ફોર્મેશનમાં અથવા ટ્રાયન્ગ્યુલર ફોર્મેશનમાં ગોઠવવામાં આવે છે. રિવેટ્સની સ્ક્વેર ગોઠવણીને CHAIN riveting કહેવામાં આવે છે, જ્યારે ટ્રાયન્ગ્યુલર ગોઠવણીને zigzag riveting કહેવામાં આવે છે.
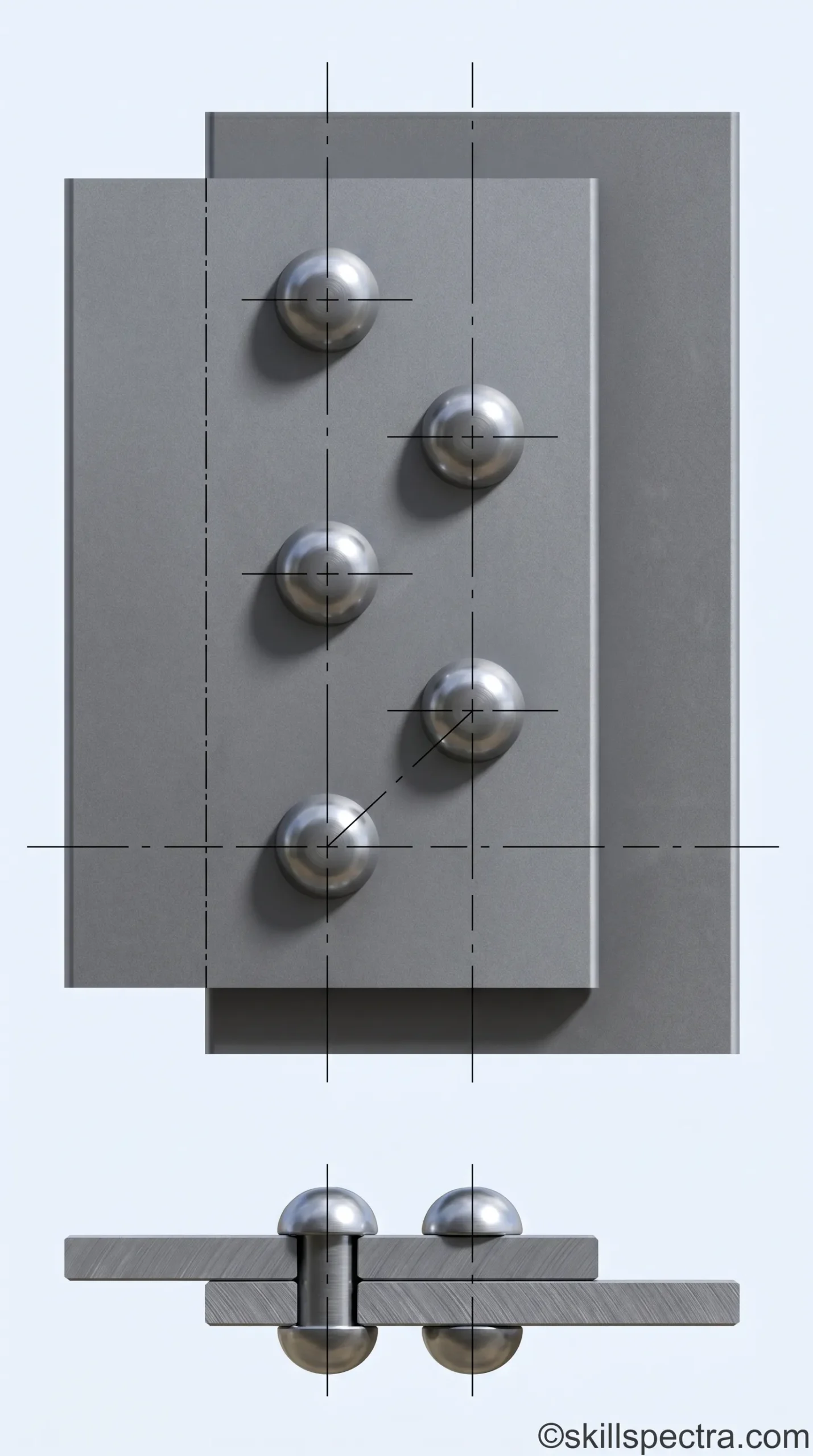
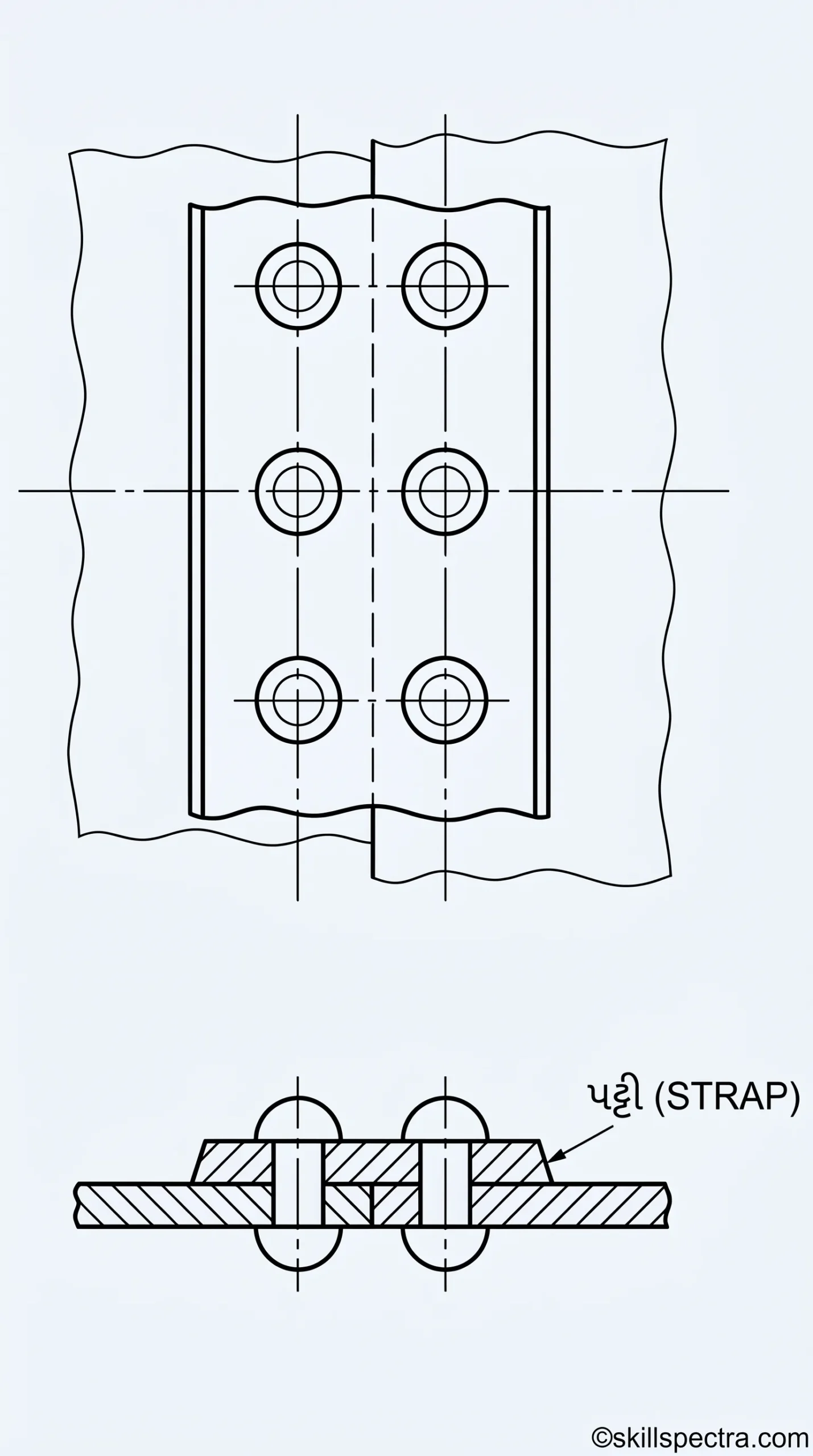
Single strap butt joint (Fig 4): 🧱 આ પદ્ધતિનો ઉપયોગ ત્યારે થાય છે જ્યારે ઘટકોના છેડાઓને રિવેટિંગ દ્વારા જોડવાના હોય. ઘટકોના છેડાઓને સાથે રાખવા માટે STRAP તરીકે ઓળખાતા ધાતુના અલગ ટુકડાનો ઉપયોગ થાય છે.
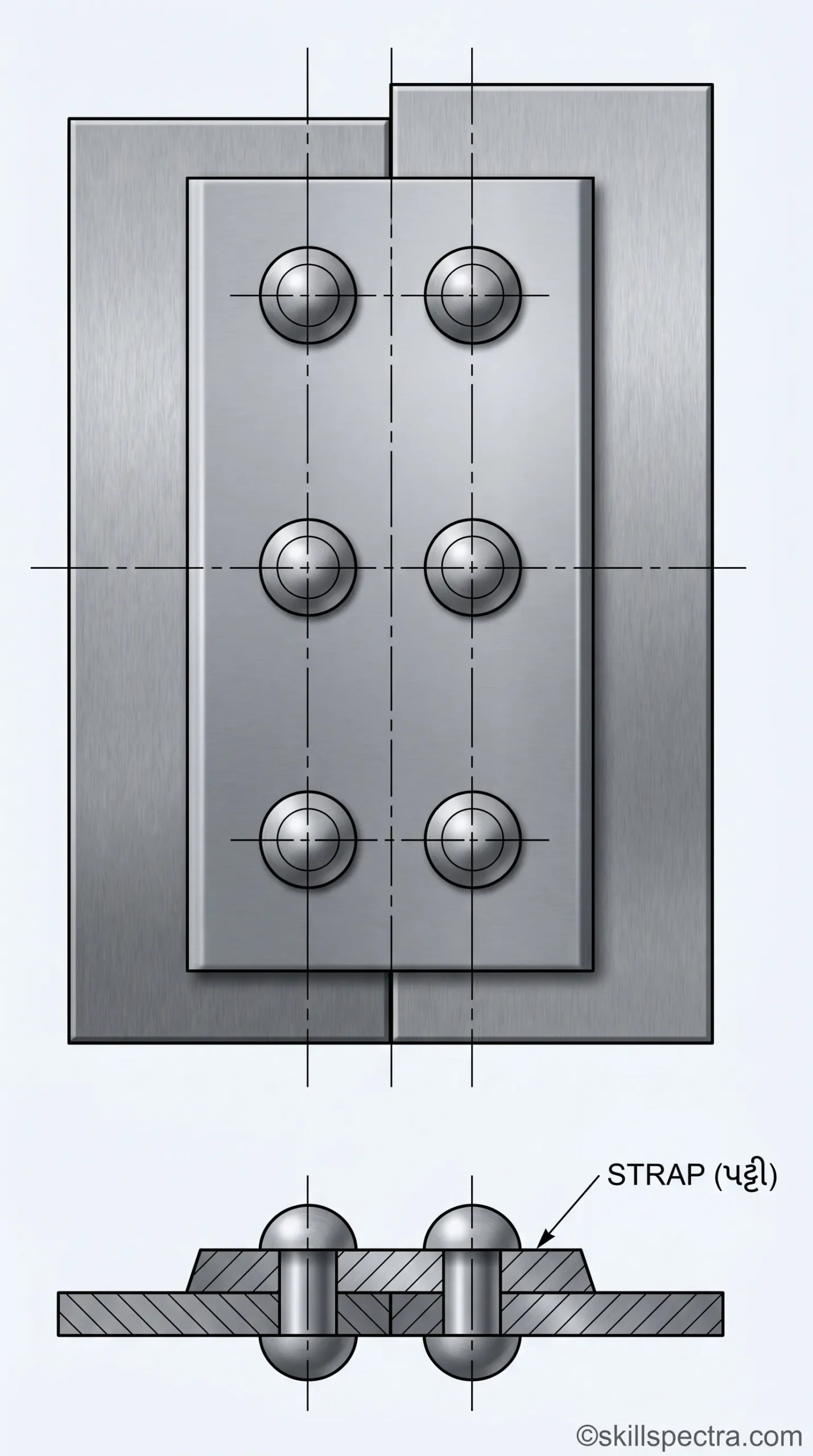
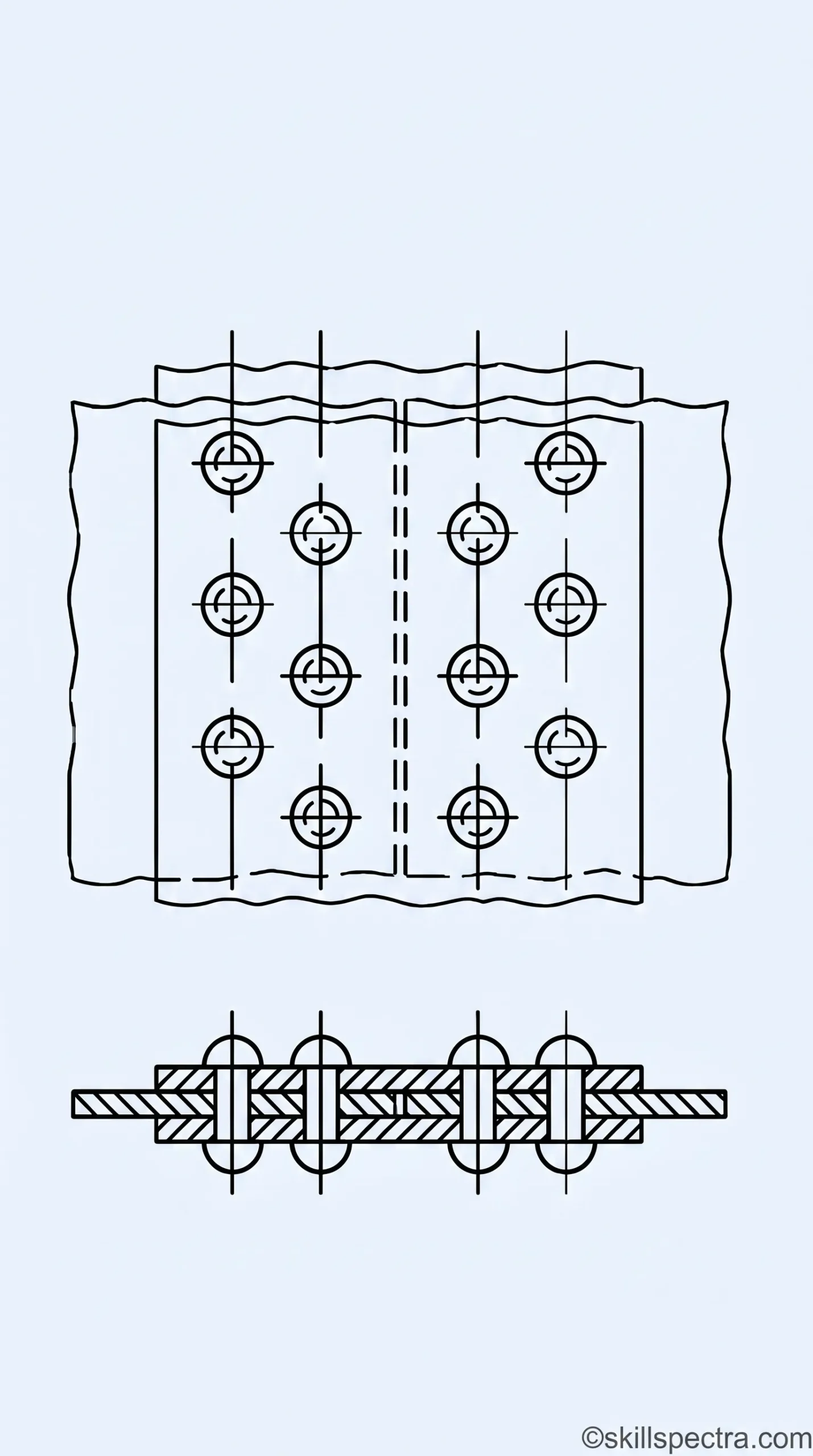
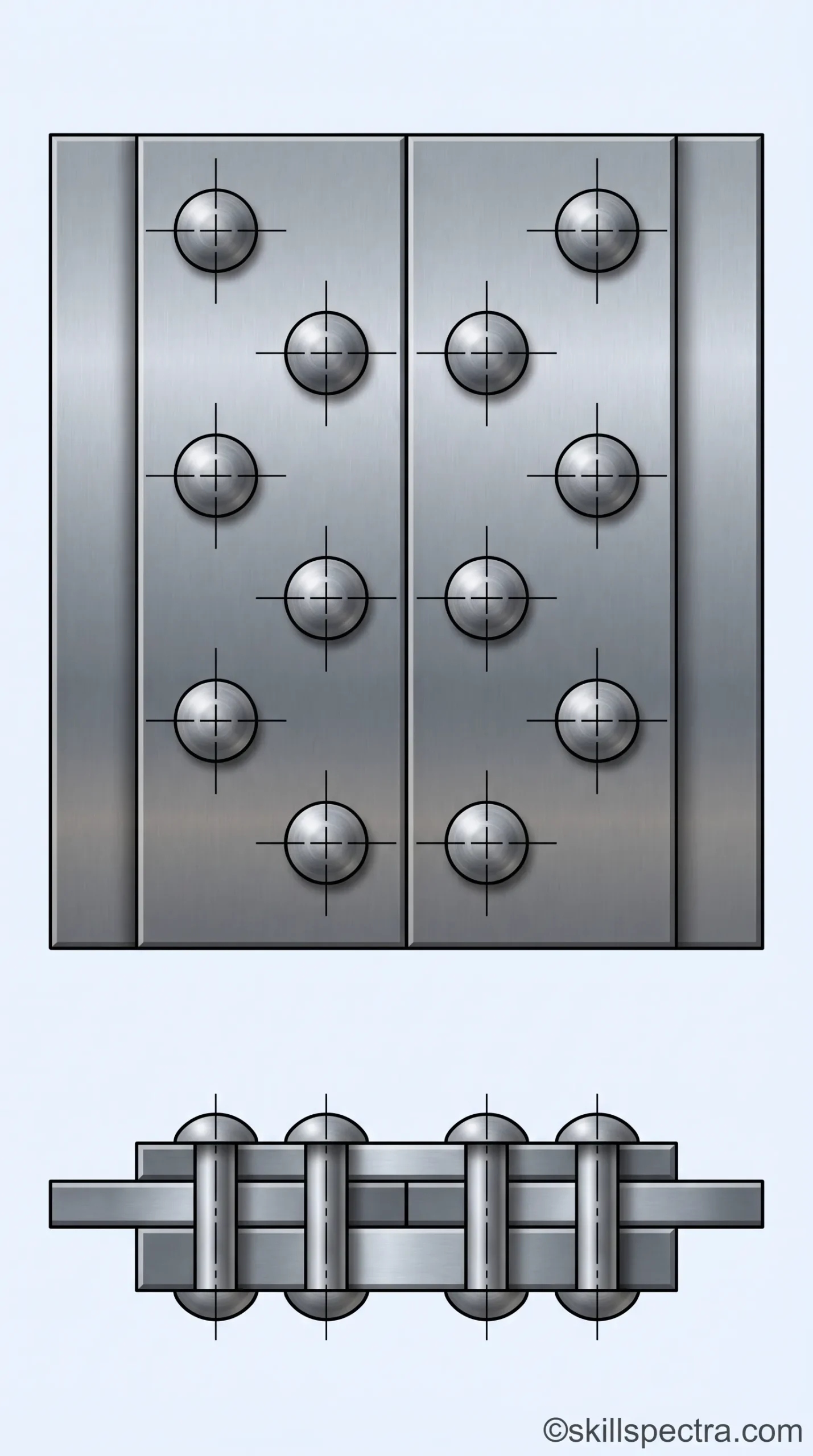
Double strap butt joint (Fig 5 & 6): આ જોઈન્ટનો ઉપયોગ પણ ઘટકોના છેડાઓને એકસાથે જોડવા માટે થાય છે. આ સિંગલ સ્ટ્રેપ બટ જોઈન્ટ કરતા મજબૂત હોય છે. આ જોઈન્ટમાં બે કવર પ્લેટ્સ (straps) હોય છે, જે જોડવાના ઘટકોની બંને બાજુએ મૂકવામાં આવે છે.
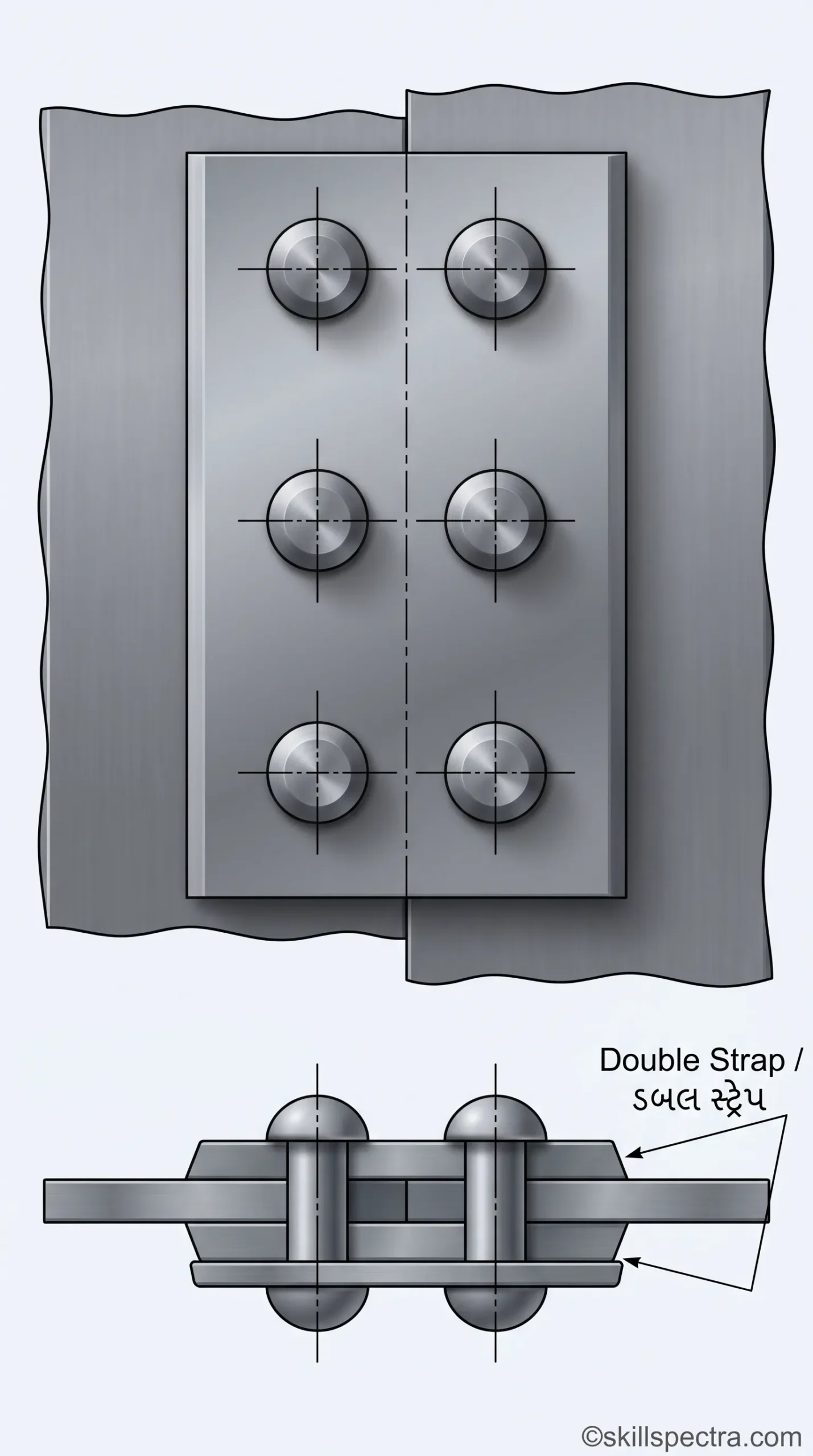
જ્યારે રિવેટેડ બટ જોઈન્ટ્સ માટે સિંગલ અથવા ડબલ સ્ટ્રેપનો ઉપયોગ કરવામાં આવે છે, ત્યારે રિવેટ્સની ગોઠવણી આ મુજબ હોઈ શકે છે:
- Single riveted: એટલે કે બટની બંને બાજુએ એક-એક હાર.
- Double or triple riveted: ચેઈન અથવા ઝિગઝેગ ફોર્મેશન સાથે.
Tools for hand riveting (હેન્ડ રિવેટિંગ માટેના સાધનો) 🛠️
Objectives (ઉદ્દેશ્યો):
આ લેસનના અંતે તમે નીચેની બાબતો શીખી શકશો:
- Name the different tools used for hand riveting. (હેન્ડ રિવેટિંગ માટે વપરાતા અલગ-અલગ સાધનોના નામ જણાવવા.)
- State the uses of different hand riveting tools. (અલગ-અલગ હેન્ડ રિવેટિંગ ટૂલ્સના ઉપયોગો જણાવવા.)
Introduction (પરિચય) 📝
Efficient riveted joints (કાર્યક્ષમ રિવેટેડ સાંધા) બનાવવા માટે નીચે મુજબના tools નો ઉપયોગ કરવામાં આવે છે:
Rivet set (Fig 1): 🔨
Rivet set નો ઉપયોગ રિવેટને કાણામાં નાખ્યા પછી plates ને એકબીજાની નજીક લાવવા (bringing the plates closely together) માટે થાય છે. જ્યારે પાતળી પ્લેટો (thin plates) અથવા શીટ્સ પર નાના રિવેટ્સ સાથે કામ કરવાનું હોય ત્યારે આ ખૂબ જ જરૂરી છે.
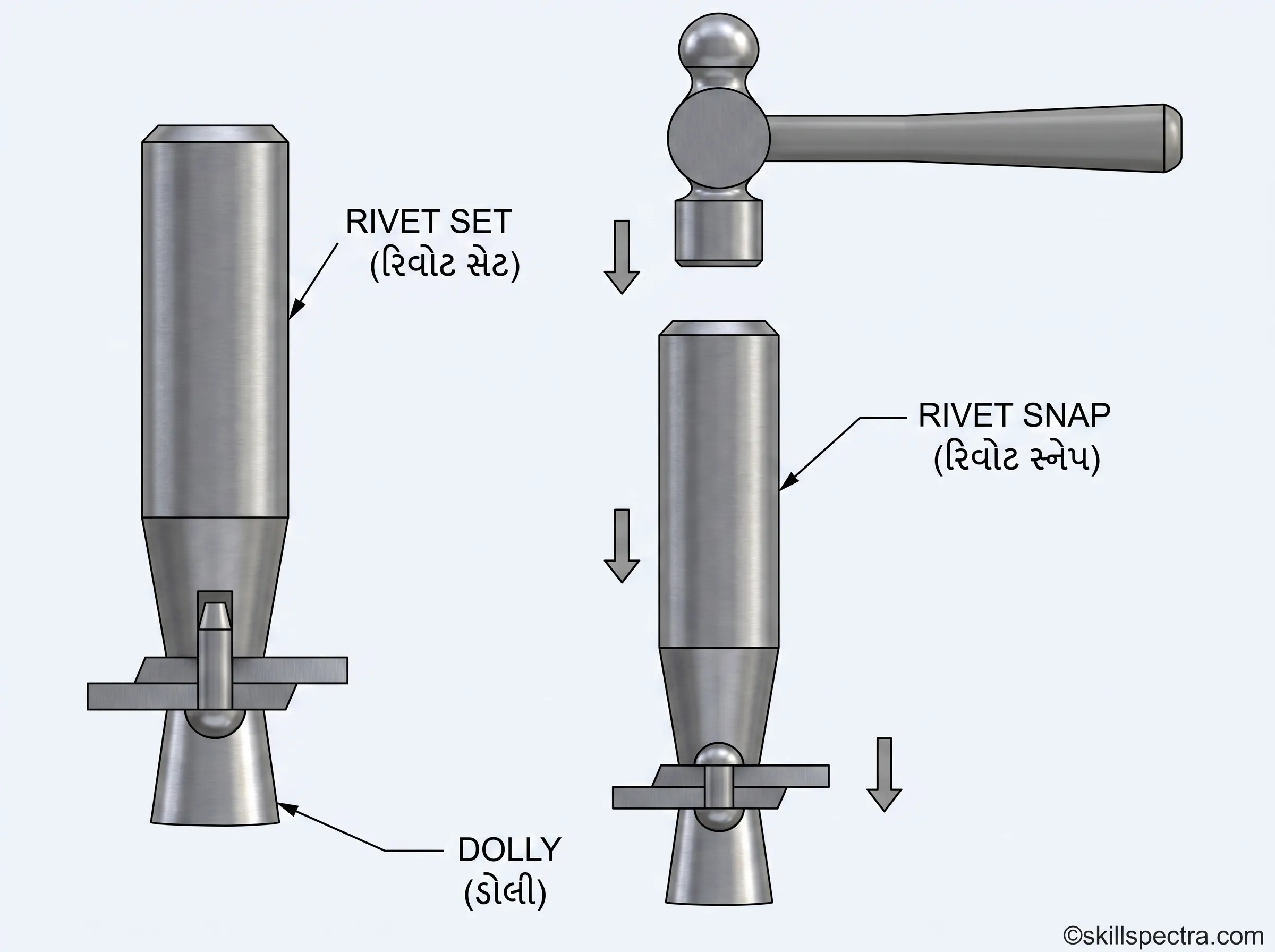
Dolly: 🛡️
Dolly નો ઉપયોગ rivet ના head ને support (આધાર) આપવા માટે થાય છે જે પહેલેથી જ બનેલું હોય છે. તે રિવેટ હેડના આકારને નુકસાન (damage) થતું અટકાવવા માટે પણ ઉપયોગી છે.
Snap: ✨
Rivet snap નો ઉપયોગ રિવેટિંગ દરમિયાન rivet ના head ને final shape (અંતિમ આકાર) આપવા માટે થાય છે. રિવેટ હેડના વિવિધ આકારો સાથે મેચ કરવા માટે અલગ-અલગ Snaps ઉપલબ્ધ હોય છે.
Combined rivet set (Fig 2): 🔧
આ એક એવું tool છે જેનો ઉપયોગ setting (ગોઠવવા) અને forming the head (હેડ બનાવવા) એમ બંને કામ માટે કરી શકાય છે.
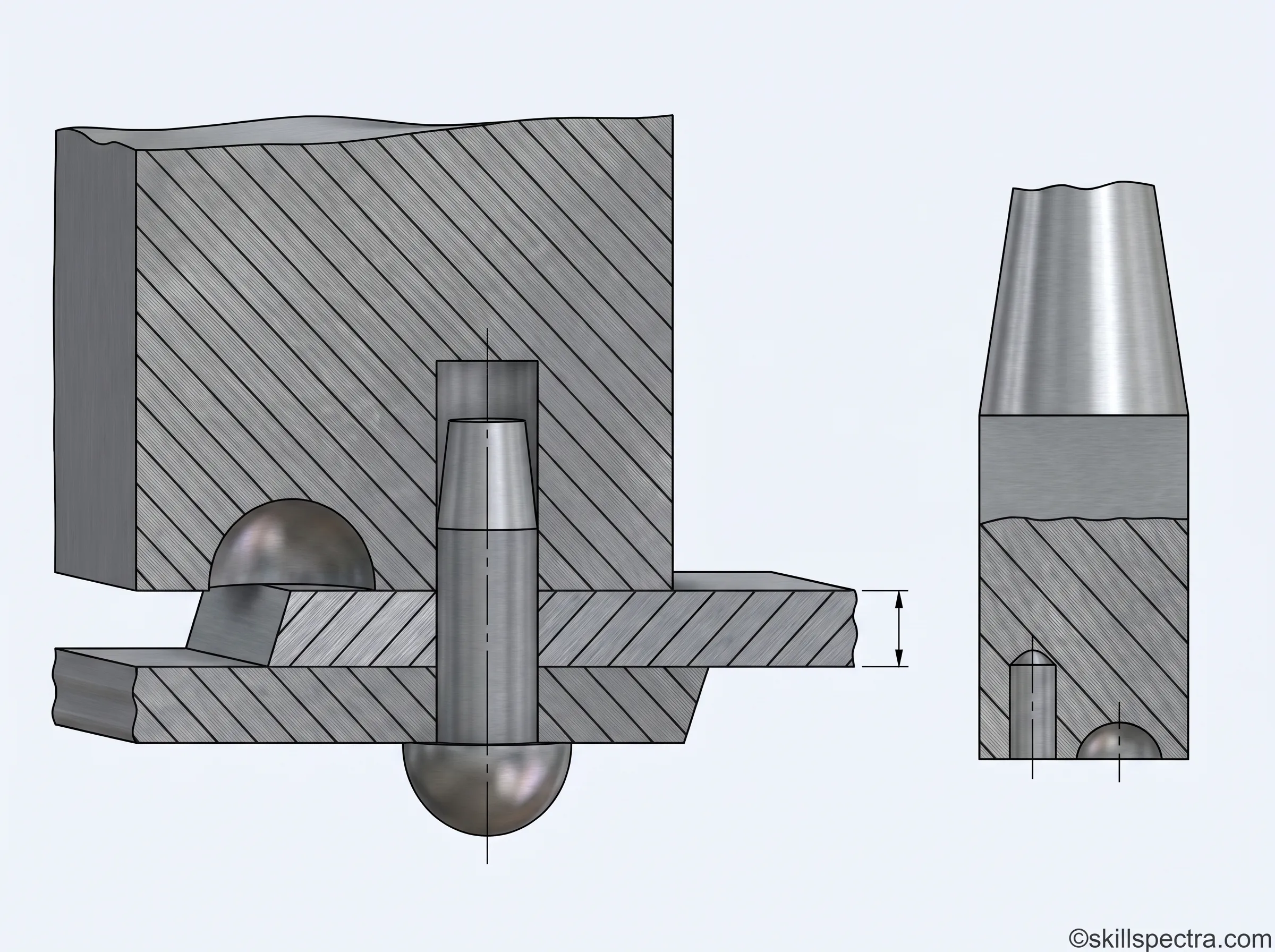
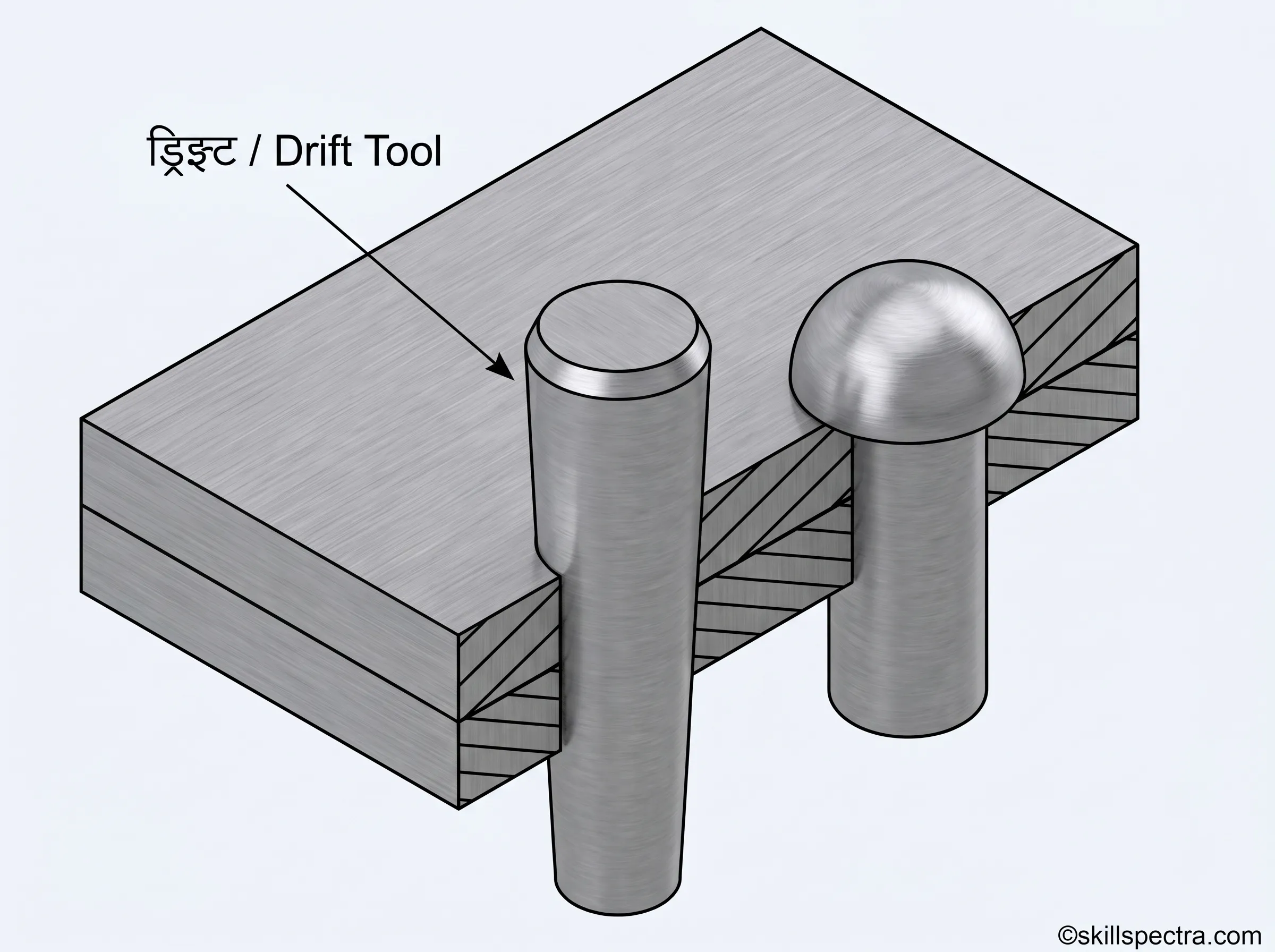
Drift (Fig 3): 📍
Drift નો ઉપયોગ જે પ્લેટોને રિવેટ કરવાની હોય તેના holes ને align (એક લાઈનમાં ગોઠવવા) કરવા માટે થાય છે.
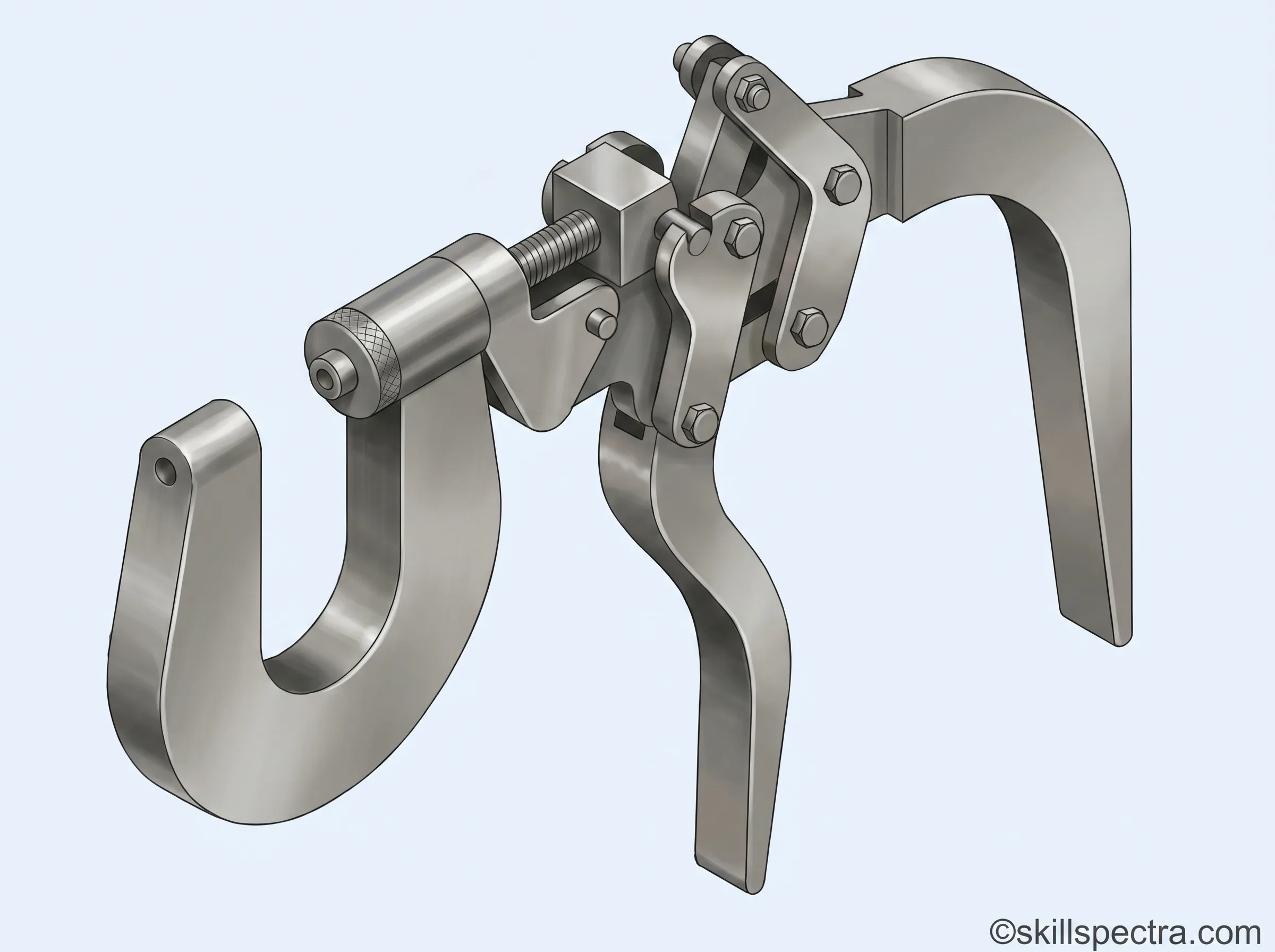
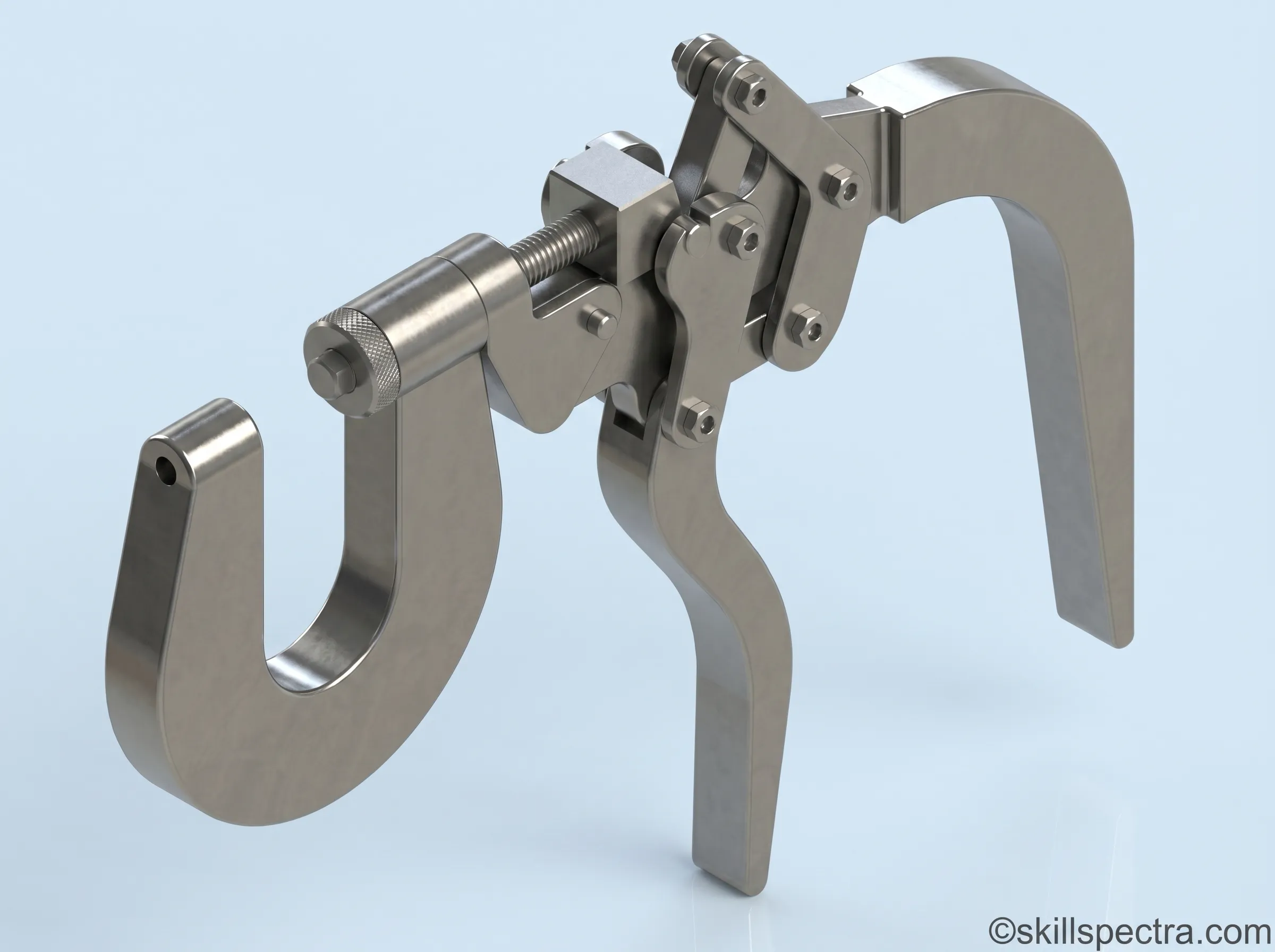
Hand riveter (Fig 4): 🦾
આમાં એક lever mechanism હોય છે જે જ્યારે હેન્ડલ દબાવવામાં આવે ત્યારે જડબાં (jaws) વચ્ચે દબાણ (pressure) ઉત્પન્ન કરે છે.
- આ સાધન copper (તાંબુ) અથવા aluminium (એલ્યુમિનિયમ) ના રિવેટ્સને કવર કરવા માટે ઉપયોગી છે.
- આમાં interchangeable anvils (બદલી શકાય તેવા એનવિલ્સ) આપી શકાય છે.
🔧 Pop Riveter (Fig 5)
Pop riveter (Fig 5): આ સાધનનો ઉપયોગ hand દ્વારા pop rivets ને riveting કરવા માટે થાય છે.
- તેમાં એક trigger mechanism હોય છે જે rivet ને squeeze (દબાવે) છે અને rivet ના mandrel ને અલગ કરે છે.
- આ method માં, જ્યારે mandrel ને rivet થી અલગ કરવામાં આવે છે, ત્યારે બીજી બાજુએ automatic રીતે head બની જાય છે.

Keywords 🔍
તમારા બ્લોગને Google માં રેન્ક કરવા માટે નીચેના Keywords અને Tags નો ઉપયોગ કરો:
- Primary Keywords: Hand Riveting Tools, Rivet Set, Dolly tool use, Snap tool in riveting, Drift for riveting, Hand Riveter machine.
- Gujarati Keywords: હેન્ડ રિવેટિંગ સાધનો, ITI Mechanic Diesel Gujarati, Riveting tools explanation in Gujarati.
- Tags: #Automotive #MechanicDiesel #RivetingTools #HandRiveting #ITILesson #GujaratiTechnicalEducation #EngineeringTools
Tips: 🚀
- Alt Text: તમારી ઈમેજમાં “Hand Riveting Tools Diagram” જેવું Alt Text લખો.
- Meta Description: “Learn about essential tools for hand riveting like Rivet set, Dolly, Snap, and Drift in Gujarati and English. Perfect for Mechanic Diesel students.”
- Internal Linking: તમારા બીજા Automotive લેસન્સ સાથે આ પોસ્ટને લિંક કરો.
- Formatting: ઉપર મુજબ Bold Headings અને Emojis નો ઉપયોગ ચાલુ રાખો, તે વાંચવામાં સરળતા રહે છે.
📏 Spacing of Rivets in Joints (Joints માં Rivets ની વચ્ચેની જગ્યા)
Objectives:
આ lesson ના અંતે તમે નીચેની બાબતો શીખી શકશો:
- Rivet અને joint ની edge (ધાર) વચ્ચેનું distance નક્કી કરવું.
- જો rivets edge ની ખૂબ નજીક અથવા ખૂબ દૂર હોય તો તેની joint પર શું અસર થાય તે જાણવું.
- Joints માં rivets ની pitch નક્કી કરવી.
- Pitch ખૂબ ઓછી કે ખૂબ વધારે હોય તો તેની શું અસર થાય તે સમજવું.
Rivet holes ની spacing હંમેશા job ના પ્રકાર પર depend કરે છે. આ માટેનો general approach નીચે મુજબ છે:
📍 Distance from the edge to the centre of the rivet (Fig 1)
Metal ની edge (ધાર) થી લઈને કોઈ પણ rivet ના centre સુધીનું અંતર (distance) rivet ના diameter કરતા ઓછામાં ઓછું બે ગણું (at least twice the diameter – 2D) હોવું જોઈએ. ⚙️
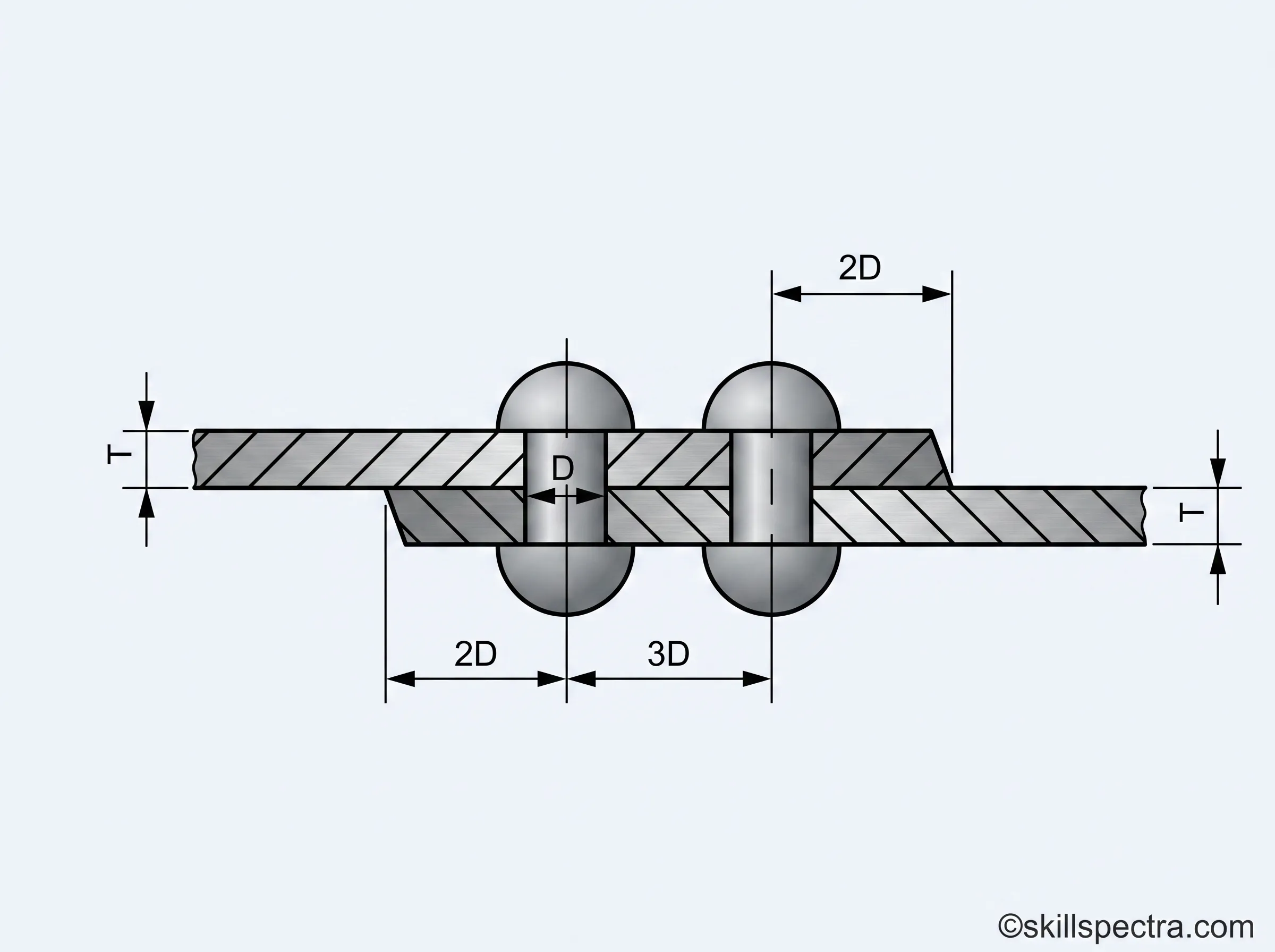
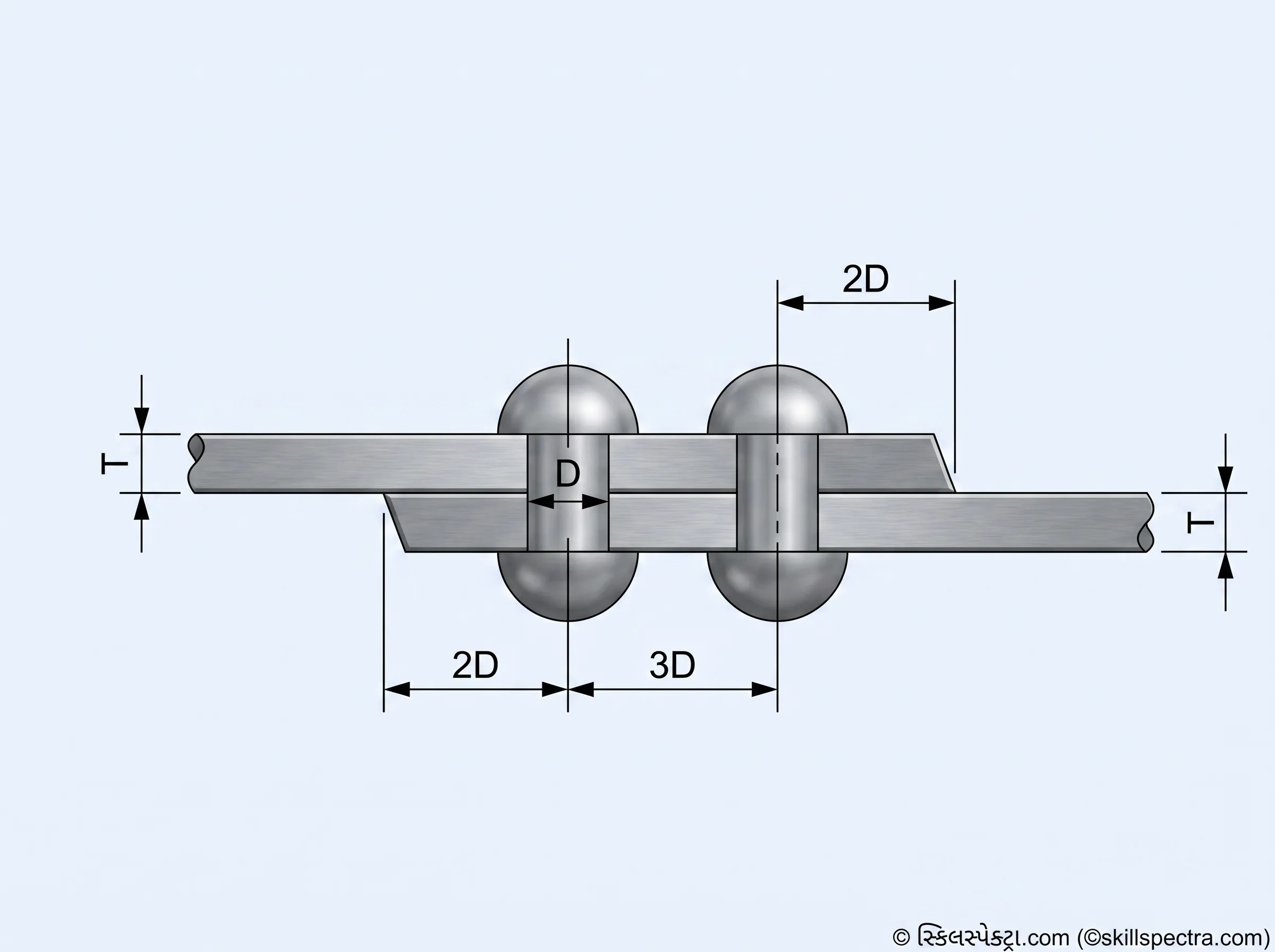
- Purpose: આનો મુખ્ય હેતુ edges ને splitting (ફાટતી) અટકાવવાનો છે.
- Maximum Distance: Edge થી મહત્તમ અંતર plate ની thickness ના 10 ગણા (ten times the thickness) થી વધારે ન હોવું જોઈએ.
- Warning: જો edge થી અંતર બહુ વધારે (Too much distance) રાખવામાં આવે તો GAPING (ખાલી જગ્યા) ની સમસ્યા સર્જાય છે.
📏 Pitch of Rivet
બે rivets વચ્ચેનું ઓછામાં ઓછું અંતર (minimum distance) rivet ના diameter ના ત્રણ ગણું (3D) હોવું જોઈએ.
- આ distance રાખવાથી rivets ને વગર કોઈ interference (અડચણ) એ drive કરી શકાય છે.
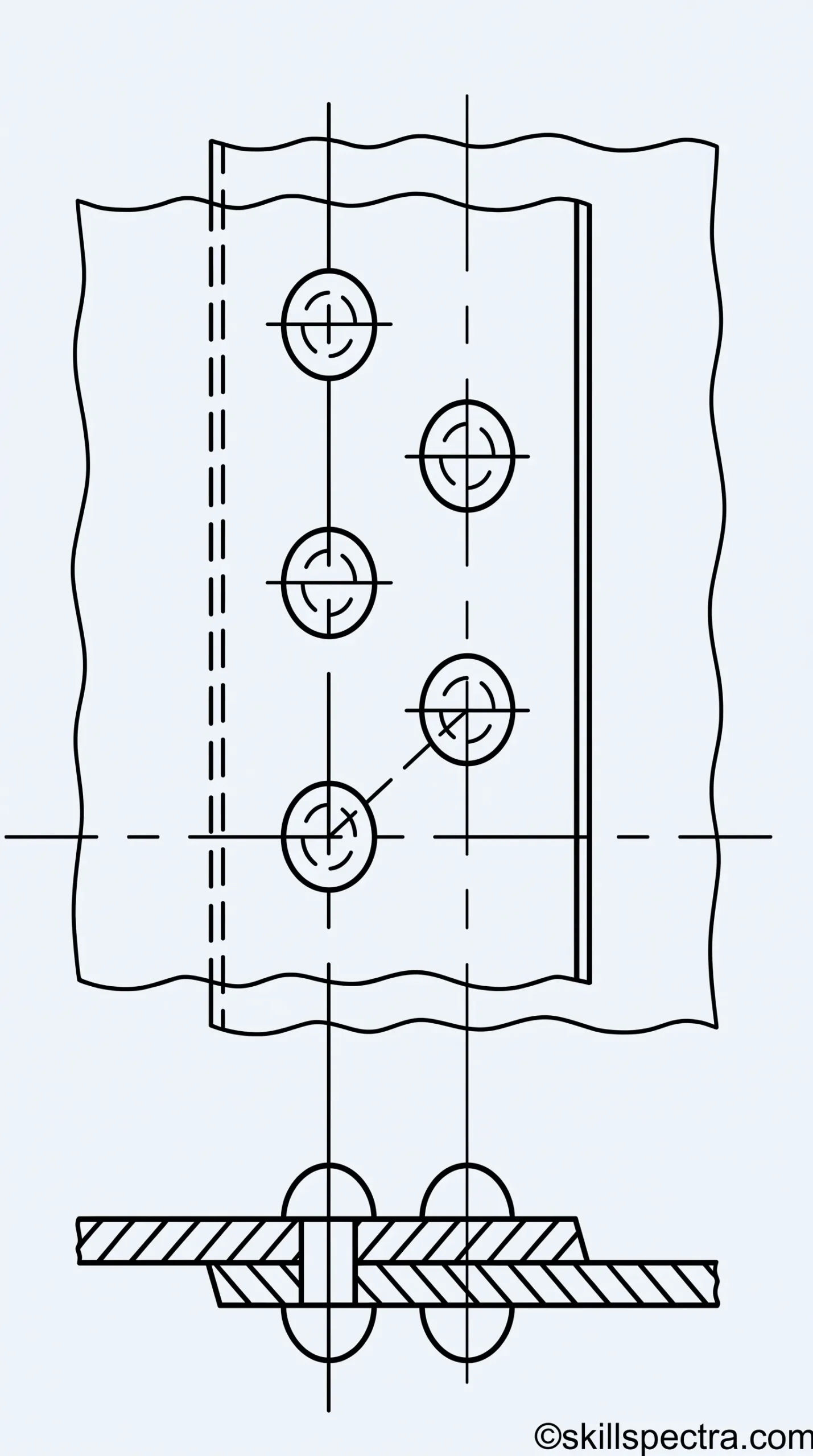
- Too close spacing: જો rivets બહુ નજીક હશે, તો તે rivets ની centre line માંથી metal ને tear (ફાડી) નાખશે. (Fig 2 જુઓ) ⚠️
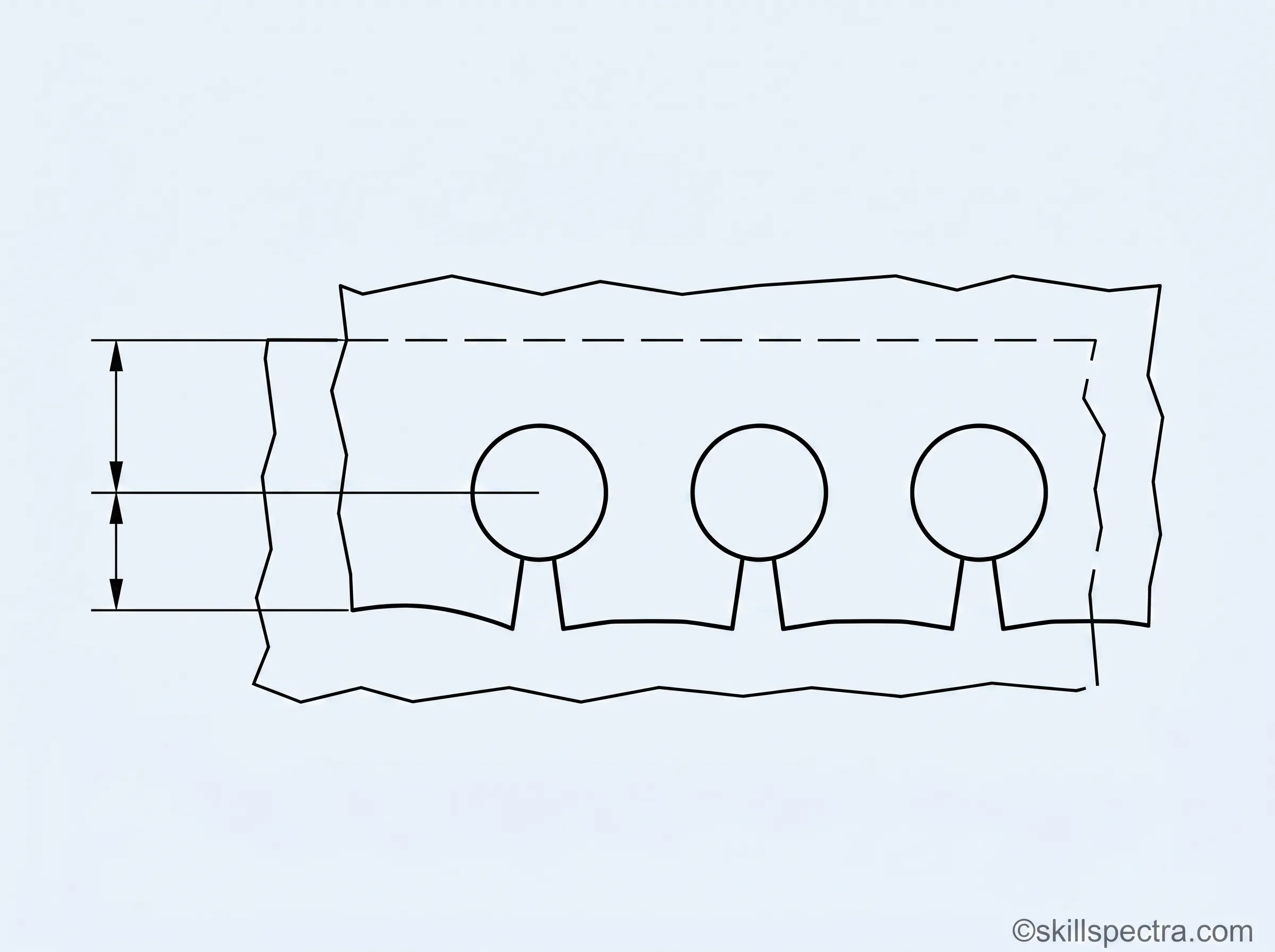
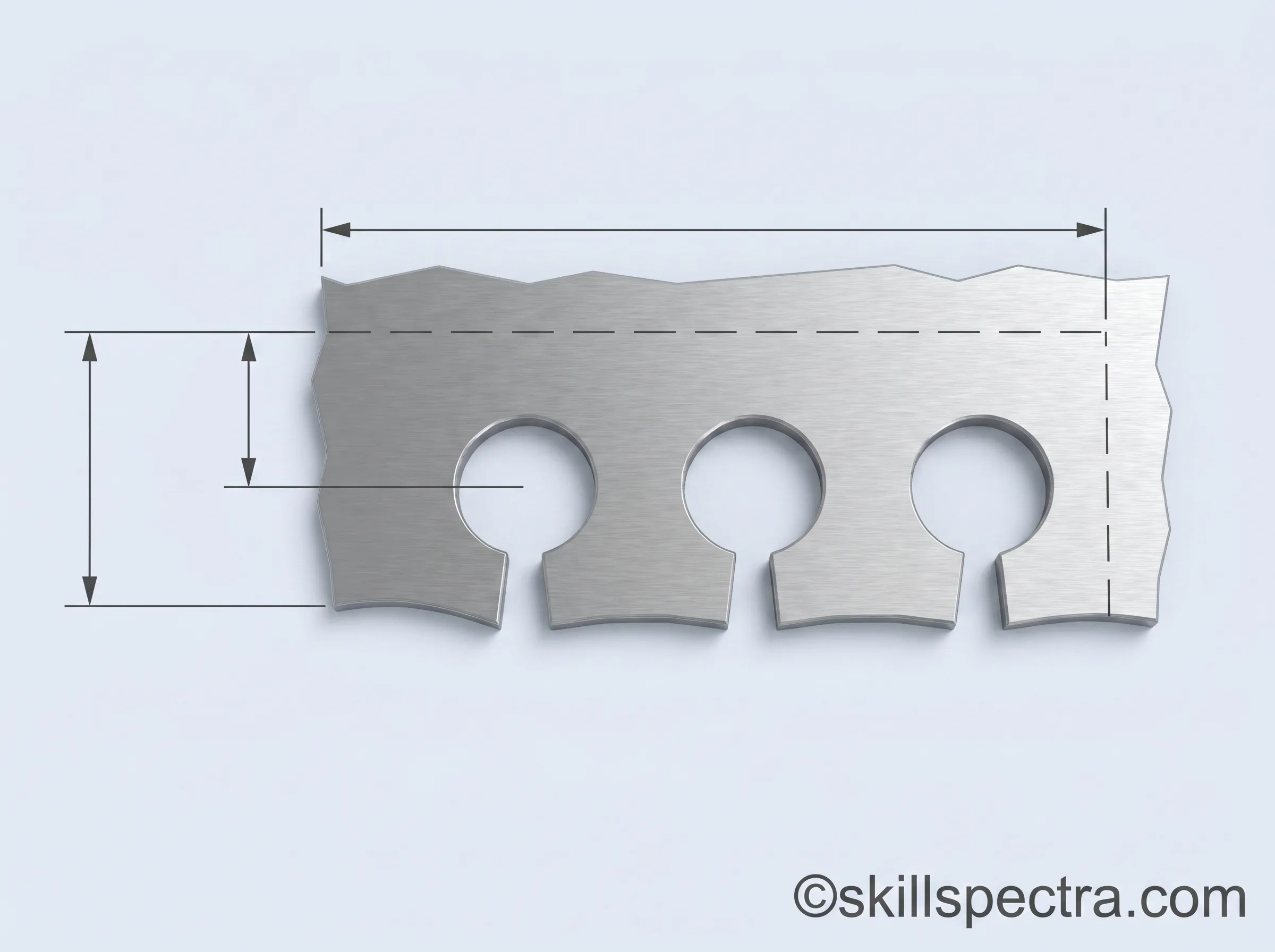
🏗️ Maximum Spacing Rules
- Rivets વચ્ચેનું મહત્તમ અંતર (maximum distance) metal ની thickness ના 24 ગણા (24 times the thickness) થી વધવું ન જોઈએ.
- Too far pitch: જો pitch બહુ વધારે રાખવામાં આવે તો, sheet અથવા plate rivets ની વચ્ચેથી buckle (વળી) જશે. (Fig 3 જુઓ)
❌ Defects in Riveted Joints (Riveted Joints માં આવતી ખામીઓ)
Objectives:
આ lesson ના અંતે તમે riveting defects ને તેમના causes (કારણો) સાથે જોડી (relate) શકશો.
Riveted points બનાવતી વખતે, joints માં ખામીઓ (defects) અટકાવવા માટે ખાસ precautions (સાવચેતીઓ) રાખવી જરૂરી છે. Riveting માં જોવા મળતા કેટલાક સામાન્ય કારણો અને ખામીઓ નીચે મુજબ છે:
(નોંધ: આગળની વિગતો માટે PDF ના આગામી પાનાઓનો અભ્યાસ કરવો જરૂરી છે.)
🗝️ Keywords:
- Primary Keywords: Pop Riveter Lesson, Spacing of Rivets in Joints, Mechanic Diesel Theory.
- Secondary Keywords: Rivet Pitch Calculation, Distance from edge to rivet, Riveting defects and causes, ITI Mechanic Diesel Gujarati notes.
- Technical Keywords: NSQF Revised 2022, 2D and 3D rivet rule, Pop Riveter Trigger Mechanism, Riveting Precautions.
- Long-tail Keywords: How to determine pitch of rivets in joints, Minimum distance between rivets in Gujarati, Automotive riveting instructor guide.
📝 Instructor’s Note for Students:
“યાદ રાખો: Riveting કરતી વખતે 2D (Edge distance) અને 3D (Pitch) નો નિયમ એન્જિનિયરિંગમાં ખૂબ જ મહત્વનો છે. જો આ માપમાં ભૂલ થાય, તો joint નબળો પડે છે અથવા metal ફાટી જાય છે.” 🛠️✅
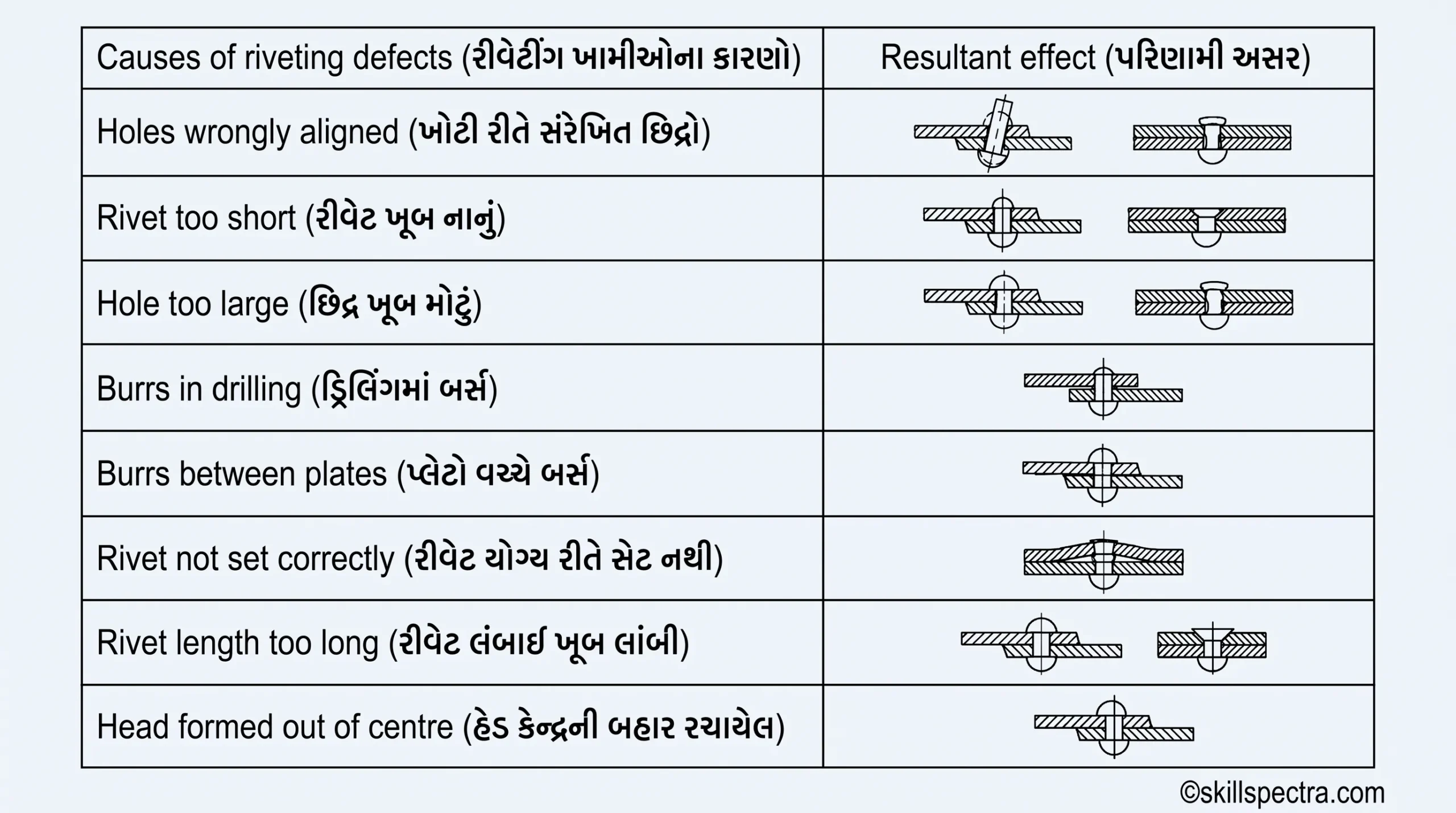
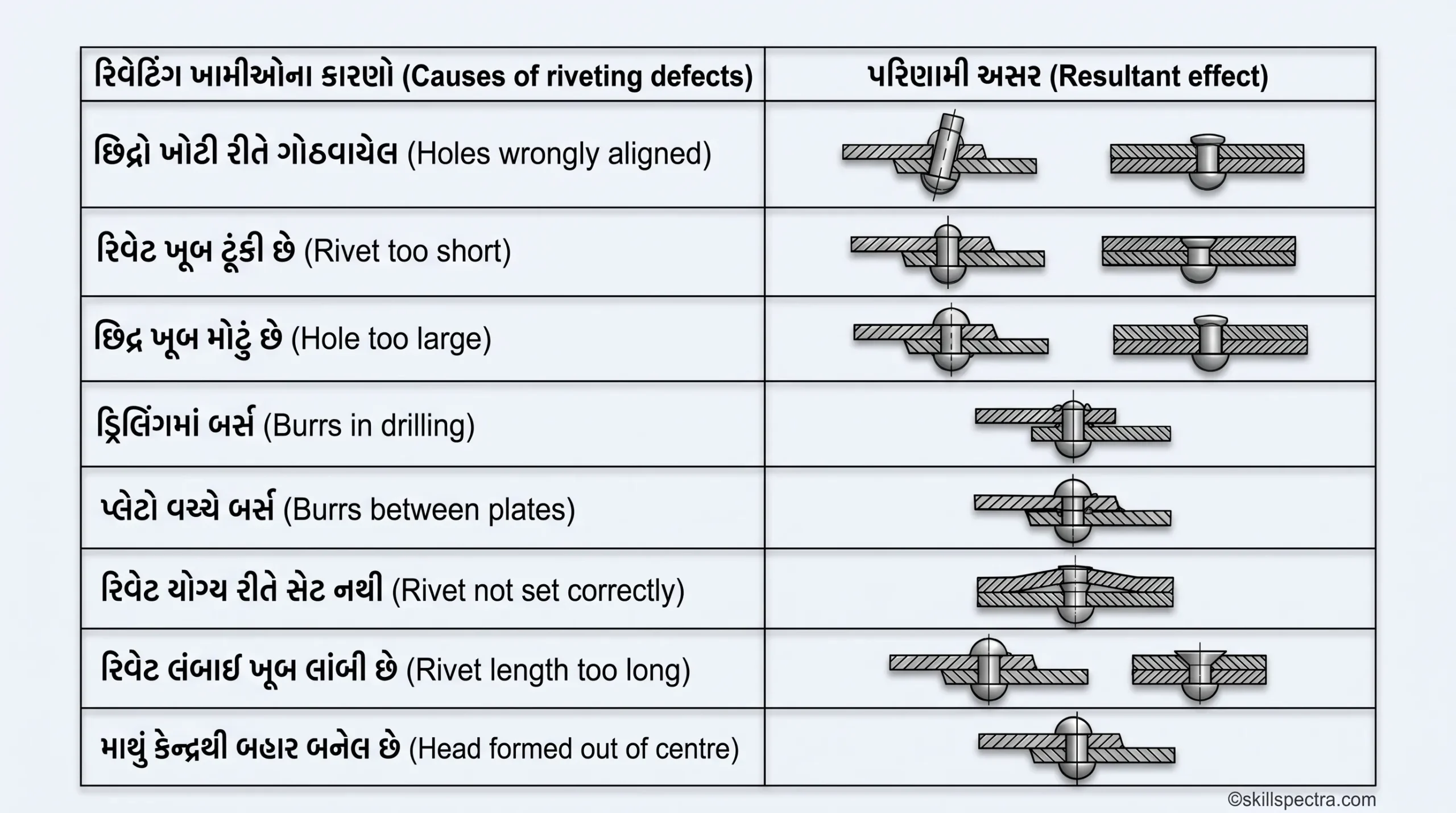
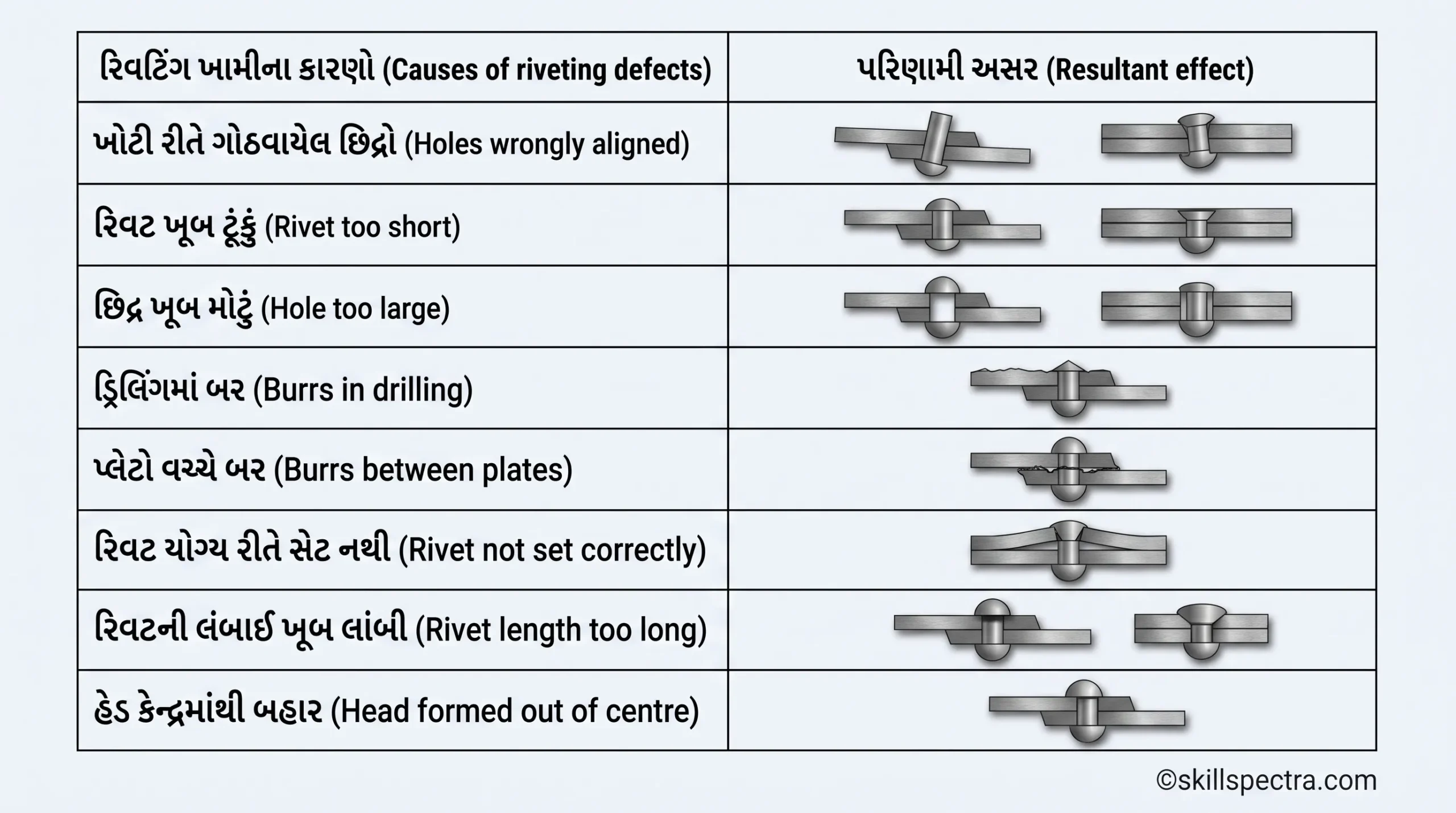
Causes of Riveting Defects (Riveting માં ખામી આવવાના કારણો) અને તેની અસરો 📉
Riveting કરતી વખતે જો ચોકસાઈ ન રાખવામાં આવે તો નીચે મુજબની ખામીઓ સર્જાઈ શકે છે:
- Holes wrongly aligned: જો પ્લેટમાં પાડેલા કાણાં એક લાઈનમાં ન હોય, તો Rivet બરાબર બેસતું નથી.
- Rivet too short: જો Rivet ની લંબાઈ બહુ ઓછી હોય, તો તેનો Head બરાબર બનતો નથી.
- Hole too large: જો કાણું Rivet ના વ્યાસ કરતા ઘણું મોટું હોય, તો Rivet અંદર ઢીલું રહે છે.
- Burrs in drilling: Drilling કરતી વખતે જો ધાતુના નાના ટુકડા (Burrs) રહી જાય, તો ફિનિશિંગ ખરાબ આવે છે.
- Burrs between plates: બે પ્લેટની વચ્ચે Burrs રહી જવાથી પ્લેટો વચ્ચે ગેપ રહી જાય છે.
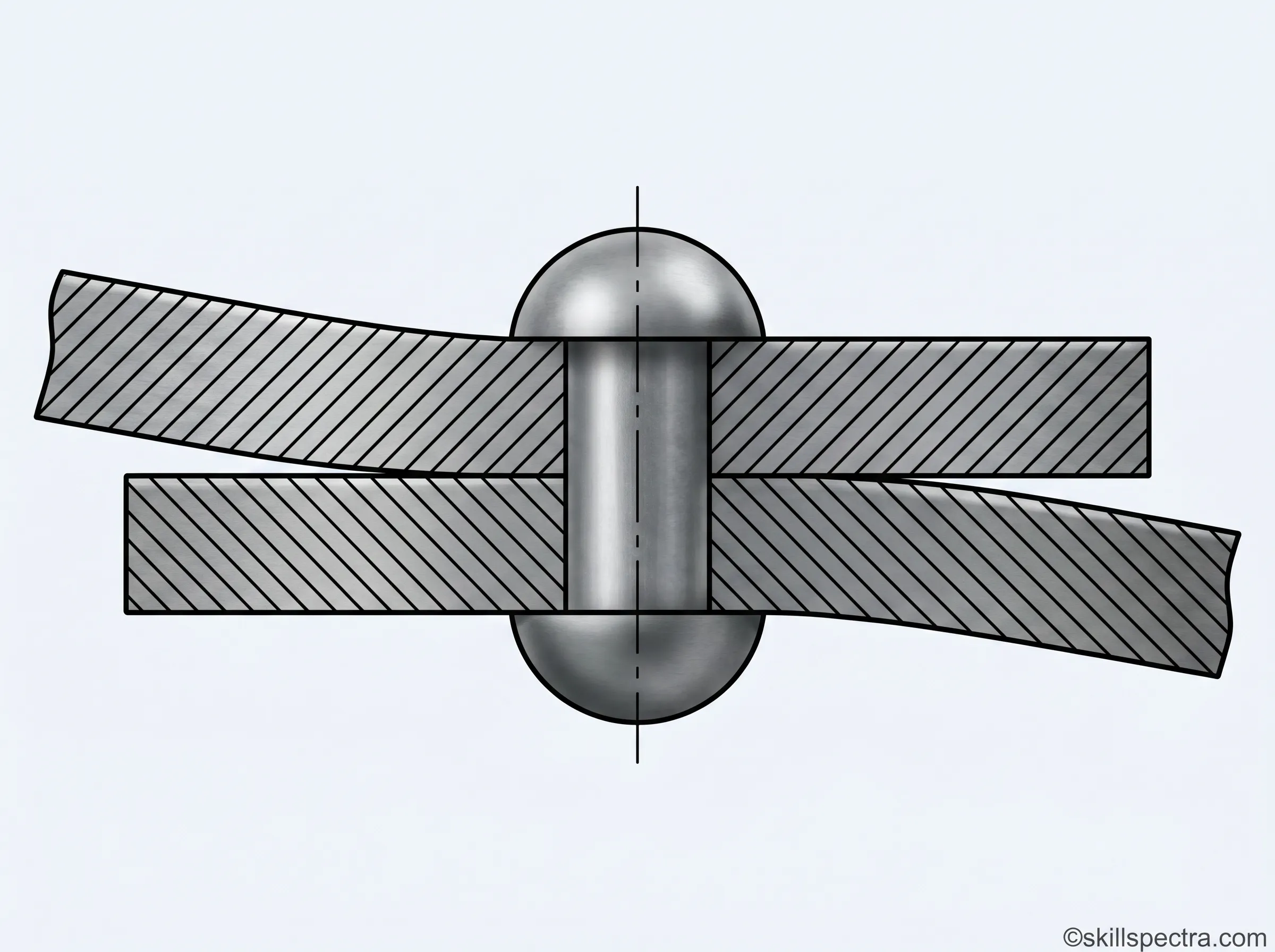
- Rivet not set correctly: જો Rivet ને યોગ્ય રીતે સેટ કરવામાં ન આવે, તો સાંધો નબળો પડે છે.
- Rivet length too long: જો Rivet ની લંબાઈ જરૂર કરતા વધારે હોય, તો વધારાનું મટીરિયલ બહાર દેખાય છે.
- Head formed out of centre: જો Rivet નો હેડ સેન્ટરમાં ન બને, તો દેખાવ અને મજબૂતી બંને બગડે છે.
Caulking and Fullering (કોકિંગ અને ફુલરિંગ) 🛠️💧
Objectives:
આ પાઠના અંતે તમે શીખી શકશો:
- Caulking અને Fullering નો હેતુ (Purpose) જણાવવો.
- Caulking અને Fullering પ્રક્રિયા વચ્ચેનો તફાવત (Distinguish) સમજવો.
Fluid containers (જેમ કે ટાંકી કે બોઈલર) માં Leak-proof joint બનાવવા માટે Riveting કર્યા પછી Caulking અને Fullering કરવામાં આવે છે.
Caulking (Fig 1):
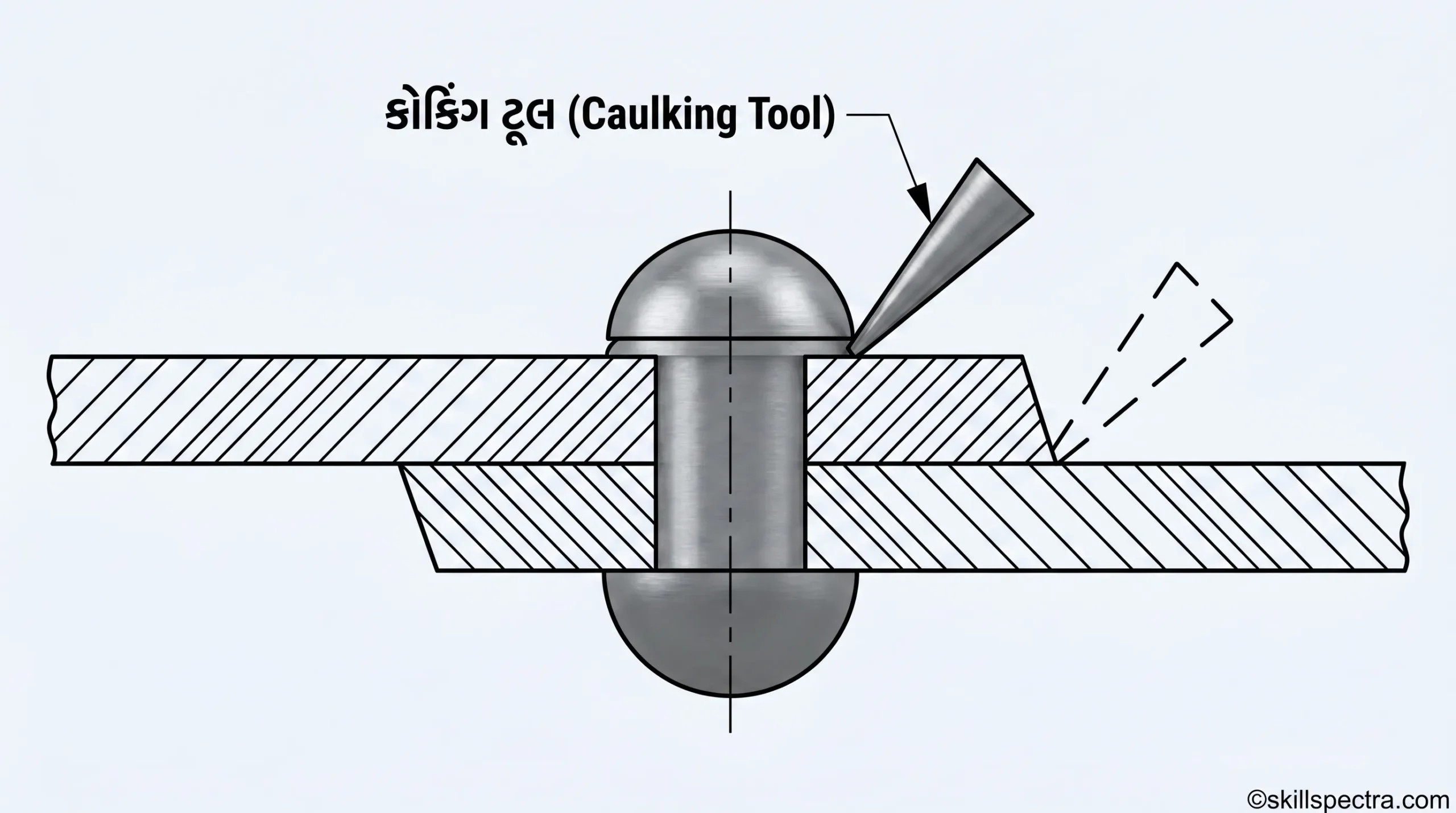
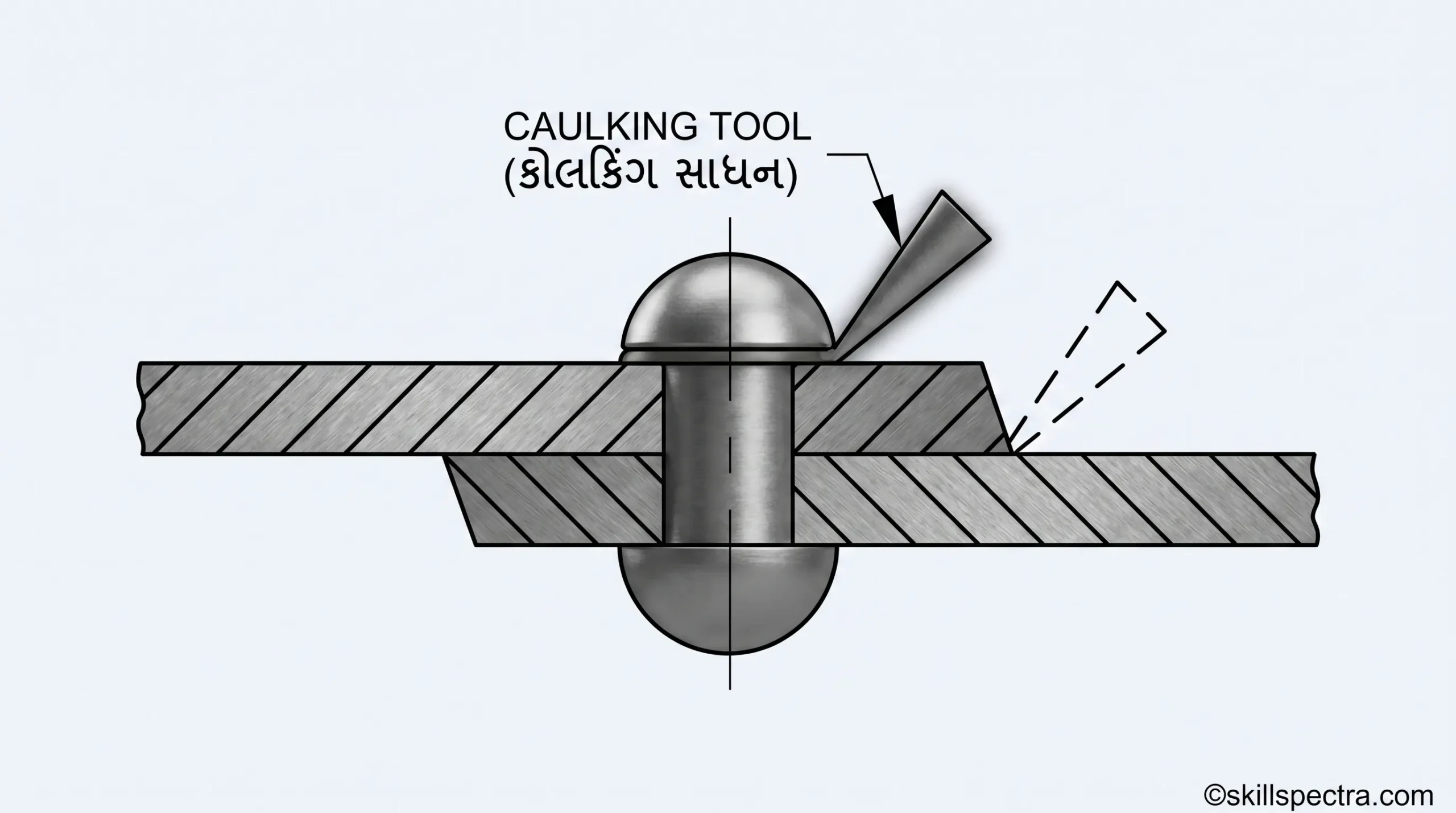
Caulking એ પ્લેટોની કિનારીઓ (Edges) અને Rivet ના હેડને દબાવીને ‘Metal-to-metal joint’ બનાવવાની પ્રક્રિયા છે.
- પ્લેટની ધાર પર Rivet head ને ચુસ્તપણે દબાવવામાં આવે છે.
- આ માટે Caulking tool નો ઉપયોગ થાય છે, જે દેખાવમાં Flattened cold chisel જેવું હોય છે.
Fullering (Fig 2):
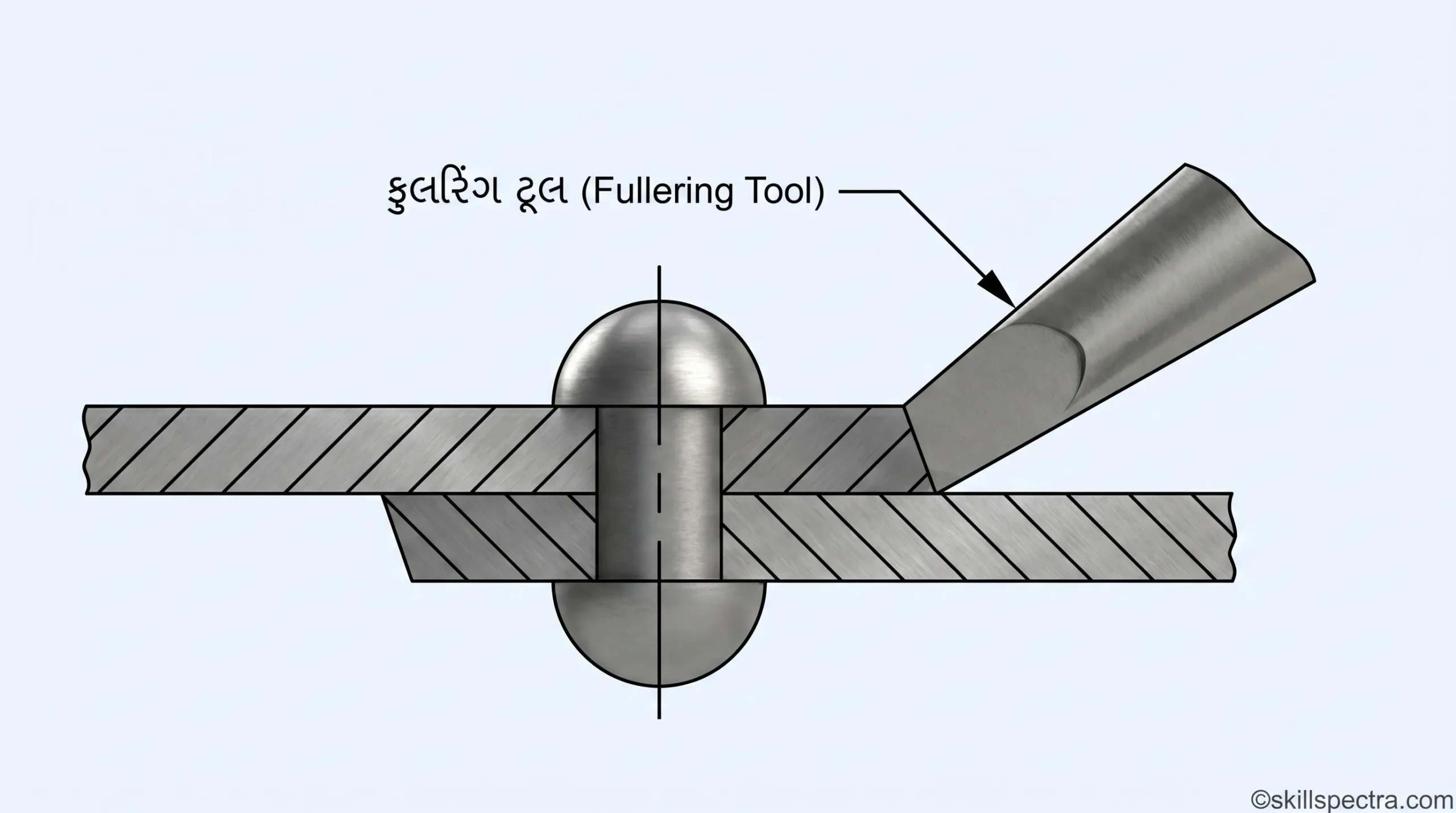
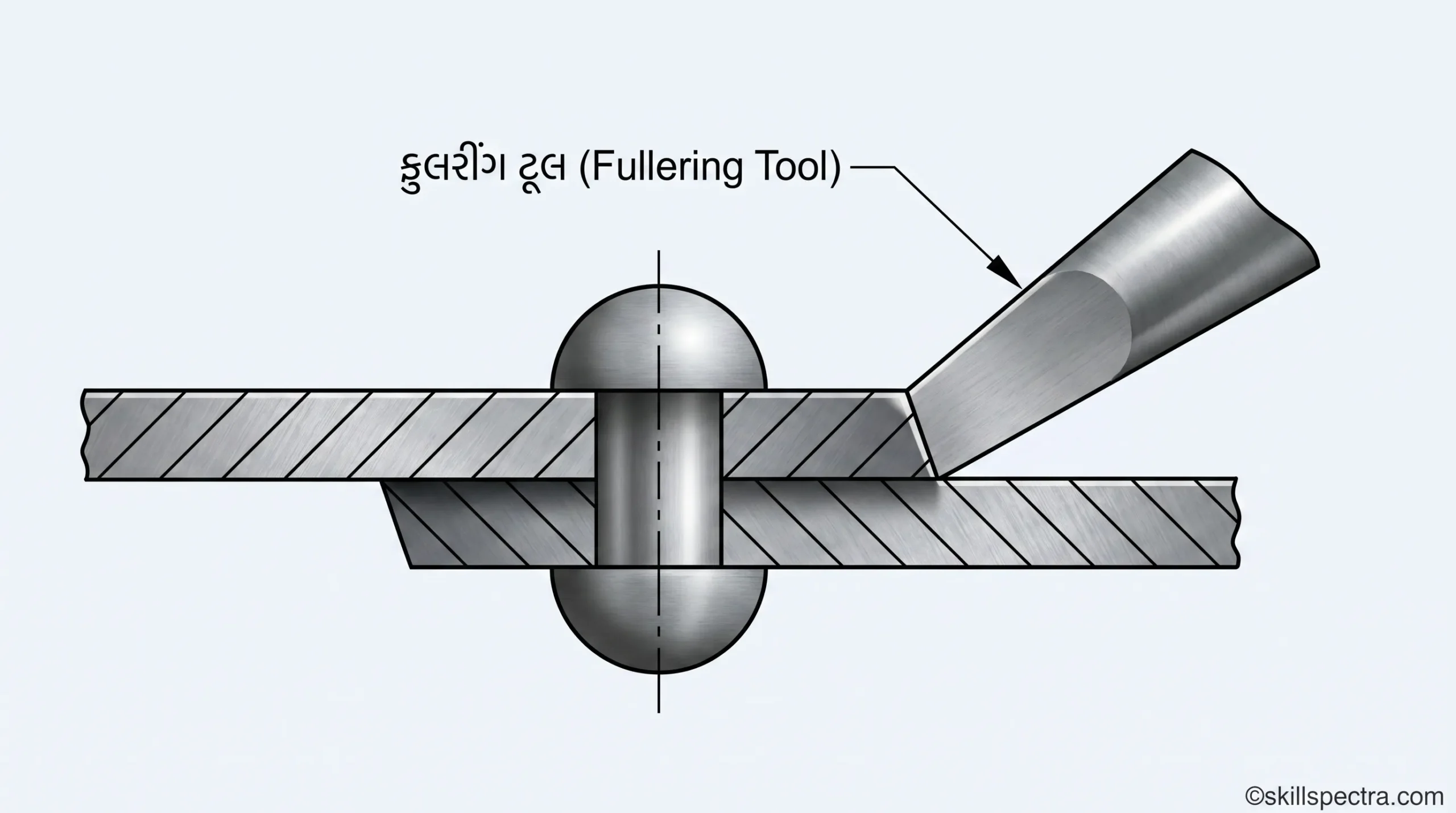
Fullering એ પ્લેટની આખી સપાટી (Whole surface) ને કિનારી પાસેથી દબાવવાની પ્રક્રિયા છે.
- આમાં પહેલી પ્લેટની આખી ધારને બીજી પ્લેટ પર જોરથી દબાવવામાં આવે છે.
- Caulking કરતા Fullering દ્વારા વધુ સારો Fluid-tight joint મળે છે.
- જ્યારે Caulking tool પ્લેટ જેટલું જ જાડું હોય, ત્યારે તેને Fullering tool કહેવામાં આવે છે.
- નોંધ: સારી રીતે Caulking અને Fullering કરવા માટે પ્લેટની કિનારીઓને 80° થી 85° ના ખૂણે Bevel (ત્રાંસી) કરવામાં આવે છે.
The Strength of Riveted Joints (Riveted સાંધાની મજબૂતી) 💪⛓️
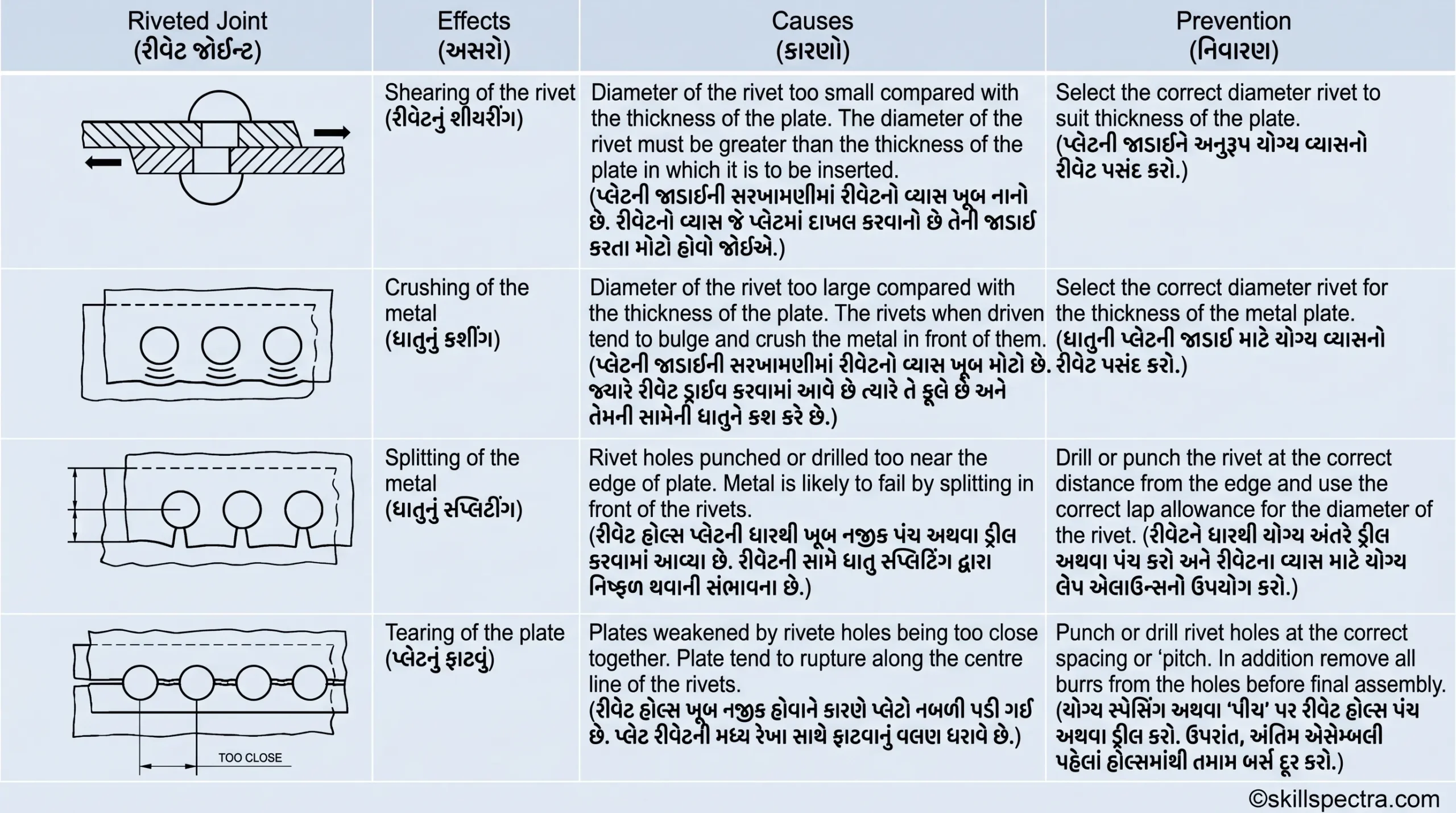
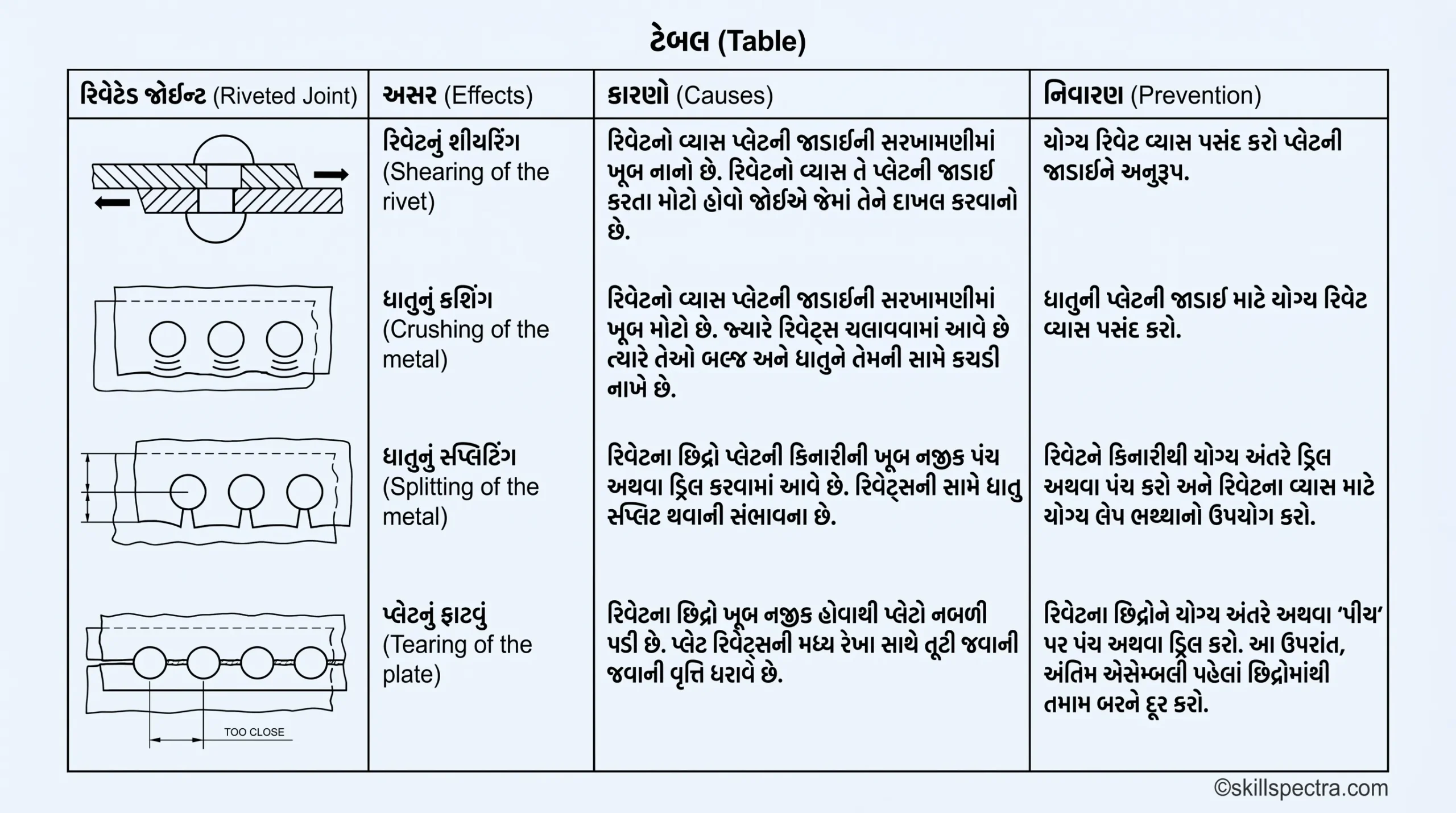
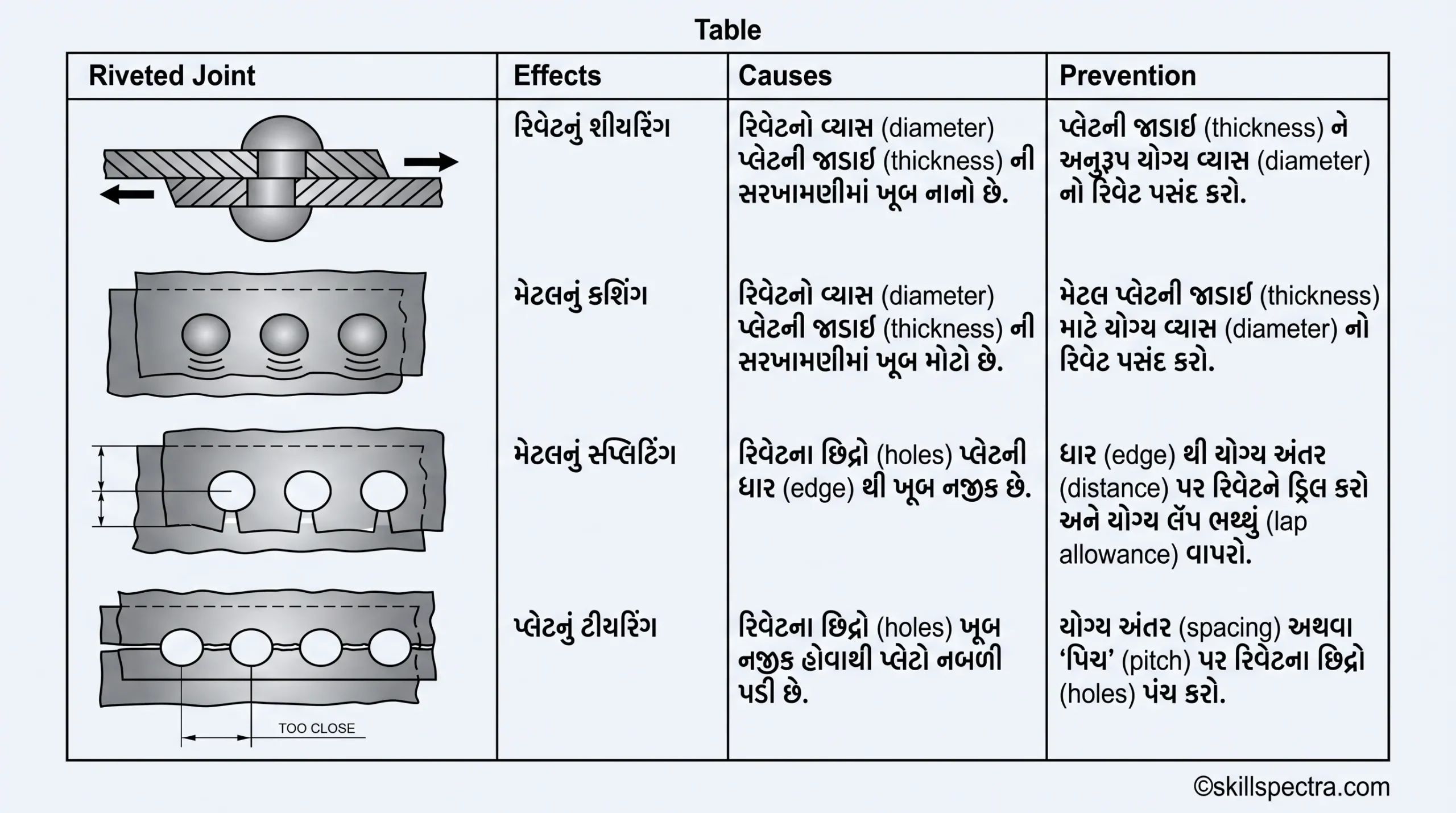
કોઈપણ Riveted joint એટલો જ મજબૂત હોય છે જેટલો તેનો સૌથી નબળો ભાગ. Riveted joint નીચે મુજબની 4 રીતે ફેલ (Fail) થઈ શકે છે:
- Shearing of the rivet: Rivet નું કપાઈ જવું.
- Crushing of the metal: ધાતુનું દબાઈ જવું.
- Splitting of the metal: ધાતુનું ફાટી જવું.
- Rupture or tearing of the plate: પ્લેટનું તૂટી જવું.
Table: Causes and Prevention of Failures (નિષ્ફળતાના કારણો અને અટકાવવાના ઉપાયો) 📊
| Riveted Joint (સાંધો) | Effects (અસર) | Causes (કારણો) | Prevention (નિવારણ) |
|---|---|---|---|
| Shearing of the rivet | Rivet વચમાંથી કપાઈ જાય છે. | Rivet નો વ્યાસ પ્લેટની જાડાઈ કરતા ઓછો હોવો. | પ્લેટની જાડાઈ મુજબ યોગ્ય Diameter વાળું Rivet પસંદ કરો. |
| Crushing of the metal | મેટલ ફૂલી જાય છે અથવા દબાઈ જાય છે. | પ્લેટની જાડાઈની સરખામણીમાં Rivet નો વ્યાસ ઘણો મોટો હોવો. | પ્લેટની જાડાઈ મુજબ સાચું Rivet પસંદ કરો. |
| Splitting of the metal | પ્લેટની ધારથી હોલ સુધી ચીરો પડે છે. | Rivet holes પ્લેટની કિનારીથી બહુ નજીક પાડેલા હોવા. | કિનારીથી યોગ્ય અંતરે (Correct edge distance) હોલ ડ્રિલ કરો. |
| Tearing of the plate | બે હોલની વચ્ચેથી પ્લેટ ફાટી જાય છે. | બે Rivet હોલ એકબીજાની બહુ નજીક હોવાથી પ્લેટ નબળી પડે છે. | યોગ્ય Pitch (અંતર) પર હોલ પાડો અને Burrs ને દૂર કરો. |
Instructor Note: વિદ્યાર્થીઓએ આ તમામ ખામીઓ અને તેના નિવારણના ઉપાયો ખાસ યાદ રાખવા, કારણ કે વર્કશોપમાં પ્રેક્ટિકલ કરતી વખતે આ માહિતી ખૂબ જ ઉપયોગી થશે. 👨🏫🔧